2) automatic machining

自动化机械加工
3) automatic machining line
机械加工自动线
1.
The realization of a fault diagnosis program to be embedded in an automatic machining line is discussed, based on diagnostic theory for the discrete event dynamic system (DEDS) modeled by finite state machine/formal language theory.
基于有限状态自动机/形式语言的离散事件动态系统(DEDS)诊断理论,探讨了机械加工自动线嵌入式故障诊断技术的实现方法,同时讨论了嵌入式诊断代码生成问题。
4) automated process manipulator
自动加工机械手
5) automatic machine process
自动机械加工法
6) Mechanism industry automatization
机械工业自动化
补充资料:切削加工:机械装配自动化
在机械装配过程中﹐基础件和装配件的传送﹑给料和装配作业可部分地或全部地实现半自动化或自动化。机械装配自动化的主要目的是﹕保证产品质量及其稳定性﹐改善劳动条件﹐提高劳动生产率﹐降低生产成本。装配自动化的一般要求是﹕产品的生产批量较大﹔产品结构的自动装配工艺性好﹐如装配工作有良好的可分性﹐零件容易定向﹑定位﹐零件间联接多用胶接和焊接代替螺纹联接﹐避免使用垫片等调整件﹔采用自动化装配后应具有较好的经济效果。装配作业的自动化程度往往需要经过技术经济分析来确定。
简史 19世纪机械制造业中零部件的标准化和互换性开始用于小型武器和钟表的生产﹐随后又应用于汽车工业。20世纪初﹐美国福特汽车公司首先建立了采用运输带的移动式汽车装配线﹐将工序分细﹐在各工序上实行专业化装配操作﹐使装配周期缩短了约90%﹐降低了生产成本。互换性生产和移动式装配线的出现和发展﹐为大批量生产中采用自动化装配开辟了道路。于是﹐陆续出现了料斗式自动给料器和螺钉﹑螺母自动拧紧机等简单的自动化装置。大批量生产的轴承﹑离合器和中小型电机等零件少﹑装配工艺简单的机电产品﹐以及汽车﹑农业机械﹑仪器仪表等产品中的部分简单部件﹐有的也采用了自动或半自动装配机(线)。但由于对适合自动化装配的产品结构有很大限制﹐自动化装配机投资多而对产品改型的适应性小﹐机械制造中的装配自动化仅用于大批量生产。60年代﹐随着数字控制技术的迅速发展﹐出现了自动化程度较高而又有较大适应性的数字控制装配机﹐从而有可能在多品种中批量生产中采用自动化装配。1982年﹐日本的个别工厂中已采用数字控制工业机器人来自动装配多种规格的直流伺服电机。
基本内容 机械装配自动化主要包括自动传送﹑自动给料﹑自动装配和自动控制几个方面。
传送 按照基础件在装配工位间的传送方式不同﹐装配机(线)的结构可分为回转式(图1 回转式装配机(线) )和直进式(图 2 直进式装配机(线)
)和直进式(图 2 直进式装配机(线)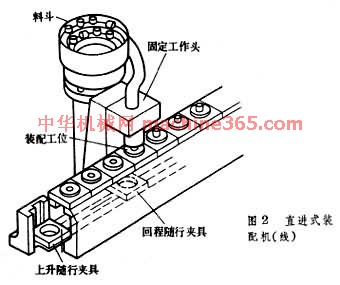 )两大类。①回转式结构较简单﹐定位精度易于保证﹐装配工位少﹐适用于装配零件数量少的中小型部件和产品。基础件可连续传送或间歇传送﹐间歇传送时﹐在基础件停止传送时进行装配作业。间歇传送应用广泛。②直进式的结构比回转式复杂﹐装配工位数不受限制﹐调整较灵活﹐占地面积大﹐基础件一般间歇传送。按照间歇传送的节拍又分为同步式和异步式。同步式适用于批量大﹑零件少﹑节拍短的场合﹔异步式适用于自由节拍﹑装配工序复杂﹑手工装配与自动装配相组合的装配线上。传送装置主要有回转工作台﹑链式传送装置和异步的夹具式链传送装置等。各种传送装置可供基础件直接定位或用随行夹具定位。
)两大类。①回转式结构较简单﹐定位精度易于保证﹐装配工位少﹐适用于装配零件数量少的中小型部件和产品。基础件可连续传送或间歇传送﹐间歇传送时﹐在基础件停止传送时进行装配作业。间歇传送应用广泛。②直进式的结构比回转式复杂﹐装配工位数不受限制﹐调整较灵活﹐占地面积大﹐基础件一般间歇传送。按照间歇传送的节拍又分为同步式和异步式。同步式适用于批量大﹑零件少﹑节拍短的场合﹔异步式适用于自由节拍﹑装配工序复杂﹑手工装配与自动装配相组合的装配线上。传送装置主要有回转工作台﹑链式传送装置和异步的夹具式链传送装置等。各种传送装置可供基础件直接定位或用随行夹具定位。
简史 19世纪机械制造业中零部件的标准化和互换性开始用于小型武器和钟表的生产﹐随后又应用于汽车工业。20世纪初﹐美国福特汽车公司首先建立了采用运输带的移动式汽车装配线﹐将工序分细﹐在各工序上实行专业化装配操作﹐使装配周期缩短了约90%﹐降低了生产成本。互换性生产和移动式装配线的出现和发展﹐为大批量生产中采用自动化装配开辟了道路。于是﹐陆续出现了料斗式自动给料器和螺钉﹑螺母自动拧紧机等简单的自动化装置。大批量生产的轴承﹑离合器和中小型电机等零件少﹑装配工艺简单的机电产品﹐以及汽车﹑农业机械﹑仪器仪表等产品中的部分简单部件﹐有的也采用了自动或半自动装配机(线)。但由于对适合自动化装配的产品结构有很大限制﹐自动化装配机投资多而对产品改型的适应性小﹐机械制造中的装配自动化仅用于大批量生产。60年代﹐随着数字控制技术的迅速发展﹐出现了自动化程度较高而又有较大适应性的数字控制装配机﹐从而有可能在多品种中批量生产中采用自动化装配。1982年﹐日本的个别工厂中已采用数字控制工业机器人来自动装配多种规格的直流伺服电机。
基本内容 机械装配自动化主要包括自动传送﹑自动给料﹑自动装配和自动控制几个方面。
传送 按照基础件在装配工位间的传送方式不同﹐装配机(线)的结构可分为回转式(图1 回转式装配机(线)
)和直进式(图 2 直进式装配机(线) )两大类。①回转式结构较简单﹐定位精度易于保证﹐装配工位少﹐适用于装配零件数量少的中小型部件和产品。基础件可连续传送或间歇传送﹐间歇传送时﹐在基础件停止传送时进行装配作业。间歇传送应用广泛。②直进式的结构比回转式复杂﹐装配工位数不受限制﹐调整较灵活﹐占地面积大﹐基础件一般间歇传送。按照间歇传送的节拍又分为同步式和异步式。同步式适用于批量大﹑零件少﹑节拍短的场合﹔异步式适用于自由节拍﹑装配工序复杂﹑手工装配与自动装配相组合的装配线上。传送装置主要有回转工作台﹑链式传送装置和异步的夹具式链传送装置等。各种传送装置可供基础件直接定位或用随行夹具定位。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条