1) side stretch

侧冲压平
2) side stamping
侧向冲压
3) Side Hole Stamping
侧孔冲压
4) stamping metal part with side holes
侧孔冲压件
5) lateral pressure of soft soil
水平侧压力
6) punching part with multi-side holes
多侧孔冲压件
补充资料:板料冲压性能及测试--厚向异性系数
厚向异性系数r(也叫塑性应变比r,简称r值)是评定板料压缩类成形性能的一个重要参数。r值是板料试件单向拉伸试验中宽度应变εb与厚度应变εt之比,即
r=εb/εt
板料r值的大小,反映板平面方向与厚度方向应变能力的差异。r=1时,为各向同性;r≠1时,为各向异性。当r>1,说明板平面方向较厚度方向更容易变形,或者说板料不易变薄。r值与板料中晶粒的择优取向有关,本质上是属于板料各向异性的一个量度。
r值与冲压成形性能有密切的关系,尤其是与拉深成形性能直接相关。板料的r值大,拉深成形时,有利于凸缘的切向收缩变形和提高拉深件底部的承载能力。图1示出拉深时的应力状态,对照各向异性板料的屈服椭圆(图2)知;拉深件凸缘的应力状态类似于屈服椭圆第二象限区的情况,而底部的应力状态则类似于第一象限区的情况。r值增加,会同时使底部的强度增加和凸缘的变形抗力减小,这对拉深是非常有利的。大型覆盖件成形,基本上是一咱拉深与胀形相结合的复合成形,当拉深变形的成分占主导地位时,板材r值大,成形性能好。
板平面中最主要的三个方向是与轧制方向呈0°、45°和90°,相应地用r0、r45和r90表示。由于不同方向上测得的数值是变化的(图3),板料的厚向异性系数常用平均值r表示。

板平面内各向异性的差别用△r表示。
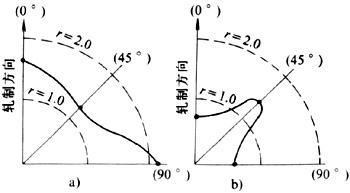
图1 拉深时的应力状态


图3 r值在板平面内的变化
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条