
一般冲裁模由以上6个部分组成,但不是所有的冲裁模必须具备这6个部分。冲裁
模的结构多种多样,有些模具比这个模具结构复杂,有些模其结构却十分简单,这要决
定于冲裁工件的要求、生产批量的大小、制模条件等因素。
此主题相关图片如下:
二、凸模:结构形式主要根据冲裁件的形状和尺寸来定的。
1、 圆形凸模
<1>标准式:分AB两种形式。
其中B型适合于冲裁8-30mm的孔径。
A型适合于冲1-20mm的孔径。
要保证凸模的刚性及强度,增加过渡段及采用滑过渡。
<2>护套式:凸模结构,用于冲小孔(孔径与料厚较接近)
<3>大型落料凸模。采用凹座螺钉紧固、或镶配式。
工作部分用模具钢,非工作部分用一般钢,节省材料,端部做成凹形,减少与工作的接触面积、防止由于端部不平造成成对板料的不平衡冲击。侧边做成凹型,防止增加凸模与凹模及工作的磨擦力。
2、 非圆形凸模:对于复杂冲裁件。
其中装配部分做成圆形或方形,以方便装配,工作部分由冲裁件决定开头如果采用线切割,则安装部分开头与工作部分一样。
3、 凸模的固定方法
<1>用凸模固定板,紧配合形式,装好一般要磨平。
<2>与上模板直接用螺钉连接,适用于大型凸模。
<3>可更换的固定形式:铿于易磨损和损坏的凸模
<4>低熔点合金及防氧树腊浇注固定方法。
利用低熔点合金冷却膨胀的特性,但连接浓度不高。防氧权腊对金属表面的粘附力,但抚冲溶度低。
4. 凸模的长度
L=h1+h2+h3+(10~20)mm
其中
h1--导尺厚度
h2--卸料板厚度
h3 --凸模固下板厚度
10~20mm--包括凸模伸进凹模的涂度,修磨量及模具在闭合状态下卸料板到凸模固定板之间的距离。
此主题相关图片如下: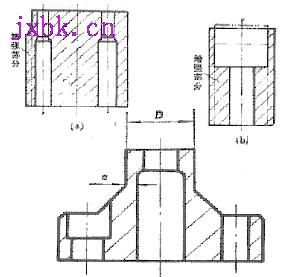
一般冲裁模由以上6个部分组成,但不是所有的冲裁模必须具备这6个部分。冲裁
模的结构多种多样,有些模具比这个模具结构复杂,有些模其结构却十分简单,这要决
定于冲裁工件的要求、生产批量的大小、制模条件等因素。
二、凸模:结构形式主要根据冲裁件的形状和尺寸来定的。
1、 圆形凸模
<1>标准式:分AB两种形式。