|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) Hot forging

热锻造
2) residual forging heat
锻造余热
1.
For the sake of energy-saving and productivity rising,isothermal annealing by use of residual forging heat of the gears for the Santana car has been studied in this paper.
本文从提高生产率和节能出发 ,研究了桑车齿轮锻造余热等温退火工艺。
3) forge heating
锻造加热
1.
Through analyzing the feature of GCr15SiMn steel ingot micro structure and the process of ingot annealing and ingot forge heating,the annealing forge heating combined process of GCr15SiMn steel ingot has been put forward in this paper.
对GCr15SiMn 铸锭组织性能特点、钢锭退火及锻造加热工艺进行分析,提出了GCr15SiMn 钢锭退火—锻造加热联合工艺。
4) hot-die forging
热模锻造
1.
Grain size and microstructure change of GH4133A during multiple heating hot-die forging;
多火次热模锻造GH4133A合金晶粒度与组织变化
2.
The effect of hot-die forging on changing the micro-hardness distribution,trend of elements diffusion,microstructure and tensile property in the weld of Ti3Al-Ti dual alloys welded by electron beam in vacuum was investigated.
研究热模锻造经真空电子束焊接的Ti-24Al-15Nb-1。
3.
In this paper, general forging, 1080℃ and 1160℃ hot-die forging with two deformation of 10% and 30% and three repeated firing were arried out for discuss grains size and performance.
本文分别进行10%、30%两个变形量三火次常规锻造、1080℃和1160℃热模锻造实验,讨论了工艺、组织和性能三者的关系,取得了一些多火次锻造工艺参数对晶粒尺寸和性能的影响规律,获得了有价值的工艺参数,为以后制定GH4133A合金多火次常规锻造或者热模/等温锻造工艺提供了实验依据。
5) isothermal forging
等热锻造
6) forge heating furnace
锻造加热炉
1.
Based on the damaging analysis of forge heating furnace gate, the technology measures are made to prolong the service life of the furnace gate.
通过对锻造加热炉炉门破损原因的分析 ,制定了延长炉门使用寿命的技术措施 ,研制了密度低、抗热震性高的耐火浇注料。
补充资料:动力机械: 余热锅炉
利用生产过程中的气体或废气﹑废液﹐以及某些动力机械排气的热量产生蒸汽或热水的锅炉。余热锅炉是重要的节能设备。各种冶炼炉和焙烧窑的排烟温度为650~1250℃﹔燃气轮机和柴油机等动力机械的排气温度为370~540℃。安装余热锅炉吸收这些排烟中的部分热量﹐全系统的热能利用率可以显著提高。例如轧钢加热炉安装余热锅炉后﹐全系统热能利用率甚至可提高 1倍左右。在化工生产的裂解工艺中﹐为避免高温裂解气体的重新聚合﹐需要将高温裂解气体急速冷却到裂解反应停止的温度﹐这时余热锅炉就成为不可缺少的急冷工艺设备。高温含尘废气通过余热锅炉后﹐除温度降低外﹐还可沉降一部分尘粒﹐这对减轻环境污染和选择除尘器都是有利的。 余热锅炉分为火管式和水管式两类。其结构与工业锅炉相类似。火管式余热锅炉蓄水量大﹐在烟气量和用汽量波动的条件下汽压波动较小﹐但其蒸发量和蒸汽压力均受锅筒直径和运行条件的限制。此外﹐烟管端和管板由于冷却不佳和温度应力较大﹐在烟的温度高(高于600℃)﹑管板厚的情况下不宜采用这种锅炉﹐而宜采用水管余热锅炉。水管余热锅炉有辅助循环和自然循环两种循环方式(图1 辅助循环水管余热锅炉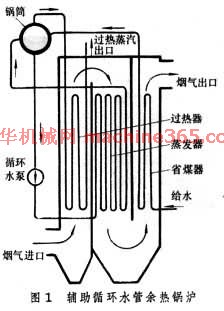 ﹑图2 自然循环水管余热锅 ﹑图2 自然循环水管余热锅 炉 )。 炉 )。 进入余热锅炉的烟气温度﹐是决定余热锅炉受热面布置形式的一个重要因素。如进口烟气温度为400~900℃时﹐锅炉内主要设置对流管束﹐不设置炉室﹔但烟尘熔化点低时也有例外﹐应设置冷却炉室以控制进入对流烟道的入口烟的温度﹐避免灰渣在对流管排间搭桥。当进口的烟气温度或废气燃烧温度在1100℃以上时﹐其布置形式与一般的工业锅炉无多大区别。当高温废气中含有大量堆积性细灰时﹐锅炉的管排应垂直布置﹐并使烟气以较高烟速(约20米/秒)纵向冲刷管排。对于含有腐蚀性烟尘的高温废气﹐流速应低(约8米/秒)而均匀﹐并采取其它防磨措施。对于含有二氧化硫(SO2)的腐蚀性高温废气﹐通常排烟温度应较高﹐而不采用加热给水的省煤器﹐目的是提高金属壁温﹐防止金属受到硫酸腐蚀。 在化工生产过程中﹐余热锅炉的排气温度取决于下一道工艺的要求。工业炉窑用的余热锅炉﹐一般利用引风机将排气排往大气﹔动力机械和化工生产过程用的余热锅炉﹐则依靠进气自身的压力使之通过余热锅炉﹐并排往大气或进入下一道工艺装置。 在一般情况下应设置与余热锅炉并联的旁通烟道﹐以便余热锅炉在停用时﹐工业炉窑或动力机械仍能正常运行。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|