1) multidiameter boring cutter

多径镗孔铣刀
2) bore type milling cutter
镗削式铣刀
3) hole boring cutter
镗孔刀
4) boring apparatus
镗孔刀具
5) boring tool holder
镗孔刀夹
6) multi cutting bar
多刀镗杆
补充资料:切削加工:镗削
用旋转的单刃镗刀把工件上的预制孔扩大到一定尺寸﹐使之达到要求的精度和表面粗糙度的切削加工。镗削一般在镗床﹑加工中心和组合机床上进行﹐主要用于加工箱体﹑支架和机座等工件上的圆柱孔(见图 镗圆柱孔示意图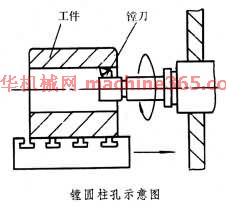 )﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R
)﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R 2.5~0.16微米。
2.5~0.16微米。
镗削时﹐工件安装在机床工作台或机床夹具上﹐镗刀装夹在镗杆上(也可与镗杆制成整体)﹐由主轴驱动旋转。当采用镗模时﹐镗杆与主轴浮动联接﹐加工精度取决于镗模的精度﹔不采用镗模时﹐镗杆与主轴刚性联接﹐加工精度取决于机床的精度。由于镗杆的悬伸距离较大﹐容易产生振动﹐选用的切削用量不宜很大。镗削加工分粗镗﹑半精镗和精镗。采用高速钢刀头镗削普通钢材时的切削速度﹐一般为20~50米/分﹔采用硬质合金刀头时的切削速度﹐粗镗可达40~60米/分﹐精镗可达150米/分以上。
对精度和表面粗糙度要求很高的精密镗削﹐一般用金刚镗床﹐并采用硬质合金﹑金刚石和立方氮化硼等超硬材料的刀具﹐选用很小的进给量(0.02~0.08毫米/转)和切削深度 (0.05~0.1毫米)高于普通镗削的切削速度。精密镗削的加工精度能达到IT7~6﹐表面粗糙度为R0.63~0.08微米。精密镗孔以前﹐预制孔要经过粗镗﹑半精镗和精镗工序﹐为精密镗孔留下很薄而均匀的加工余量。
)﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R2.5~0.16微米。 镗削时﹐工件安装在机床工作台或机床夹具上﹐镗刀装夹在镗杆上(也可与镗杆制成整体)﹐由主轴驱动旋转。当采用镗模时﹐镗杆与主轴浮动联接﹐加工精度取决于镗模的精度﹔不采用镗模时﹐镗杆与主轴刚性联接﹐加工精度取决于机床的精度。由于镗杆的悬伸距离较大﹐容易产生振动﹐选用的切削用量不宜很大。镗削加工分粗镗﹑半精镗和精镗。采用高速钢刀头镗削普通钢材时的切削速度﹐一般为20~50米/分﹔采用硬质合金刀头时的切削速度﹐粗镗可达40~60米/分﹐精镗可达150米/分以上。
对精度和表面粗糙度要求很高的精密镗削﹐一般用金刚镗床﹐并采用硬质合金﹑金刚石和立方氮化硼等超硬材料的刀具﹐选用很小的进给量(0.02~0.08毫米/转)和切削深度 (0.05~0.1毫米)高于普通镗削的切削速度。精密镗削的加工精度能达到IT7~6﹐表面粗糙度为R
0.63~0.08微米。精密镗孔以前﹐预制孔要经过粗镗﹑半精镗和精镗工序﹐为精密镗孔留下很薄而均匀的加工余量。说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条