1) energy line

能量线
2) heat input
线能量
1.
Effect of welding heat input on critical implant stress of 15MnVN steel;
焊接线能量对15MnVN钢插销临界应力的影响
2.
By surfacing on plate used shield metal arc welding(SMAW) process,the effect rule of heat input on the microstructure of 2205 duplex stainless steel(DSS) welds and high temperature heat affect zone(HTHAZ) was investigated.
采用手工电弧焊在平板上堆焊的方法,研究了不同线能量参数对2205双相不锈钢焊缝和热影响区组织的影响规律。
3.
The effects of heat input on the laser beam welding residual stress and distortion of TC4 titanium alloy were investigated by finite element analysis and experimental tests.
利用有限元分析和实验测试,研究了TC4钛合金平板激光焊接线能量对变形和残余应力的影响规律,并通过焊缝金相实验分析了线能量与焊接残余应力和变形的内在关系。
3) energy curve
能量曲线
1.
The obvious stages of energy curve were discovered along the crack expanding direction in the propagation zone.
结果表明在裂纹扩展期,沿裂纹扩展方向上,能量曲线都具有明显的阶段性;断口表面的形貌随裂纹扩展过程变化较大,在裂纹扩展的初始阶段断口形貌最粗糙,而在扩展期后期则比较平坦、光滑;在与裂纹扩展过程垂直的方向上,裂纹的能量远比周边基体能量大,表明锆-4合金疲劳裂纹的形貌明显比周边区域陡峭。
4) line energy
线能量
1.
Solving calculation of fusion penetration line energy is designed out combined ANSYS analyzing disposal specialty and APDL programming features under fully consideration of each boundary condition.
在充分考虑各种边界条件的情况下,结合ANSYS的分析处理特性及APDL的编程特性,设计出熔透线能量的求解算法,并用此算法求出了给定条件下的熔透线能量。
2.
The law that the welding line energy influences the mechanical performance of welding joint of the 800MPa scale high strength steel, WEL-TEN80A steel, was researched by adopting two welding methods, shielded metal arc welding and submerged arc welding.
分别采用手工电弧焊及埋弧自动焊两种焊接方法,研究了焊接线能量对 800 MPa 级高强钢 WEL TEN80A的焊接接头性能的影响规律,并确定了其板厚分别为20 mm和40 mm的焊接最佳线能量范围。
5) linear energy
线能量
1.
The method to draw the best welding linear energy graph is introduced,which is of great significance to the important technical parameter of defining the welding linear energy in practice.
借助焊接传热理论,导出了低合金高强度钢焊接线能量的理论计算公式,介绍了绘制最佳焊接线能量图的方法,对实际焊接生产中确定焊接线能量这一焊接技术参数具有重要的实际意义。
2.
Test results prove that on the premise of adopting reasonable power supply combination,welding wires arrangement process and appropriate welding materials,three wires submerged arc welding technology has high linear energy and stable welding seam quality,welding joints s.
试验证明,采用合理的电源种类组合、焊丝排列工艺和合适的焊接材料,大线能量的三丝埋弧焊焊缝质量稳定,焊接接头的强度和韧性可以满足母材的匹配要求,可达到厚板高效、高质量的焊接要求。
6) High heat input
大线能量
1.
Experiment on high heat input welding of E-class,FH32,FH40 steel
E级,FH32,FH40钢大线能量焊接的实验研究
2.
The plates have a good adaptability to welding with high heat input.
结果表明,经186kJ/cm 线能量焊接,热影响区-40℃韧性满足船规要求,具有良好的大线能量焊接适应性。
3.
The HAZ property of hull steels made by different technology with high heat input welding is studied by means of thermal simulation.
本文利用热模拟技术研究了不同成分、不同轧制工艺船板的大线能量焊接后热影响区各区域的性能,观察了组织形态和晶粒尺寸的变化。
补充资料:累积能量线
累积能量线(OBV)(On Balance Volume )
累积能量线(OBV)又称能量潮,是美国投资分析家 Joe·Granville 于1981年创立的,它的理论基础是"能量是因,股价是果",即股价的上升要依靠资金能量源源不断的输入才能完成,是从成交量变动趋势来分析股价转势的技术指标。
计算OBV,首先要累计上市股票每日的总成交量,逐点连成曲线。
[编辑]计算公式如下:
累积能量线(OBV)=前一天的OBV±当日成交量
(当日收盘价高于前日收盘价,成交量定义为正值,取加号;当日收盘价低于前日收盘价,成交量定义为负值,取减号;二者相等时计为0)
OBV线需要与股价曲线并列于同一图中相互参照使用
[编辑]应用原则:
1.如图所示:
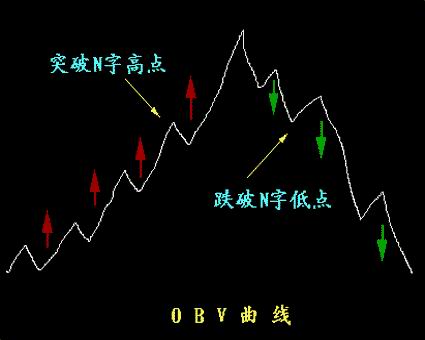
OBV线呈N字形波动,当OBV线超越前一次N字形的高点时,则记下一个向上的箭头;当OBV线跌破前一次N的低点时,就记下一个向下的箭头。
2.当OBV线连续形成N字形上涨状态,则上涨的股价将要出现反转。
3.当OBV线在连续小N字形上涨时,又出现大N字形上涨状态,则行情随时可能出现反转。
4.BV线的走向与股价曲线产生"背离"时,说明当时的走势是虚假的,不管当时股价是上涨行情还是下跌行情,都随时有反转的可能,需要格外留心。

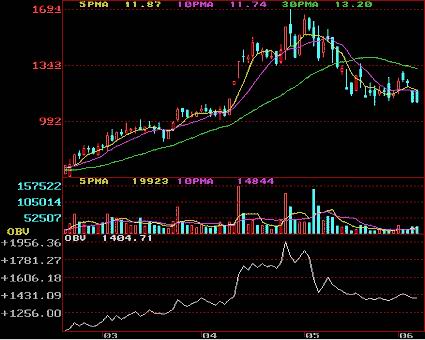
5.OBV线如果持续一个月以上横向移动后突然上冲,预示大行情随时可能发生。如图OBV经过长达一个月的横盘突然上冲,在成交量的配合下,股价一路上扬。

说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条