1) plastic yield temperature

塑性流动温度
2) plastic flow
塑性流动
1.
Hot compressive deformation behaviors of Ti-6Al-2Zr-1Mo-1V alloy and its plastic flow equation;
Ti-6Al-2Zr-1Mo-1V合金的热压变形特性及塑性流动方程
2.
Numerical simulation computation of plastic flow of a working solid rocket motor case;
固体发动机壳体工作状态塑性流动数值模拟
3.
The experiment showed that the mode of deformation and the plastic flow mechanism of solid and liquid phase under different solid phase ratio were different;and the microscopic structure was difˉferential in different position of the part.
实验表明:半固态浆料模锻成形的变形方式是不同的,不同的固相率下其固液两相的塑性流动机制也是不同的;而且制件不同部位的微观组织形貌也有差异。
3) zero ductility temperature
零塑性温度
1.
θ_d and θ_s, zero ductility temperature (ZDT) and zero strength temperature (ZST) respectively, were measured.
利用Gleeble 1500热模拟实验机,采用加热法和凝固法两种加热变形制度,研究了实验用低碳钢的热塑性及强度,测定了该钢种的零塑性温度(ZDT)θd及零强度温度(ZST)θs,分析了其裂纹敏感性及断口组织·结果表明,凝固法所测结果更符合实际;实验钢的高温脆性温度范围为1300℃至熔点,在1100~1300℃范围内,此钢的断面收缩率均大于60%,具有良好的塑性·实验用低碳钢的高温脆性区较小,具有较强的抗高温裂纹特性·其θd和θs分别为1350℃和1400℃
2.
The effects of C, Mn, S and P on the interdendritic segregation, zero strength temperature (ZST), and zero ductility temperature (ZDT) are discussed.
对导致连铸坯中内裂纹形成的微观偏析进行了模型研究,模型中考虑了铁素体(δ)凝固向奥氏体(γ)凝固的转化以及MnS的析出,讨论了钢中 C, Mn, S和 P对凝固过程中品间偏析、零强度温度(ZST)、零塑性温度(ZDT)的影响结果表明,钢中碳含量对凝固前沿枝晶间的微观偏析有显著影响,碳含量在 0。
3.
The effects of C, Mn, S, and P on the interdendrihc segregation, zero strength temperature(ZST), and zero ductility temperature (ZDT) of the steel were discussed.
主要讨论了钢中C,Mn,S,P对凝固过程中晶间偏析、零强度温度(ZST)、零塑性温度(ZDT)的影响。
4) plasticity temperature zone
塑性温度区
5) plastic fluidity
塑性流动性
6) flowing temperature
流动温度
1.
The heat balance differential equations of the blow well flowing temperature are set up with energy conservation rule.
从生产需要出发 ,根据传热学的基本原理 ,分析了井筒管柱系统的热阻 ,通过假设 ,简化井下的复杂情况 ,应用能量守恒定律 ,建立了热平衡的自喷井流动温度微分方程数学模型 ,并利用边界条件给出了方程的解析解。
补充资料:加工温度对木塑性能的影响
木塑复合材料在挤出加工过程中主要受机筒温度和机头温度的影响。机筒温度主要对复合材料的混炼塑化效果具有决定性的影响。机头温度则对挤出成型有重要的影响。
随着机筒温度的升高,复合体系的熔体表观粘度下降。对于材料的挤出加工,升高温度有助于流动性增加,第1组实验将挤出机的温度设置的较高,但是温度升高导致木质纤维烧焦,造成粘度过低而不能产生足够的机头压力,挤出机的温度高使物料粘度下降,不利于冷却定型,易使制品表面出现熔接痕(如图1所示),使制品表面粗糙,强度差,影响挤出质量,且挤出物在横截面上受热历程不均,出口模后由于熔体的弹性恢复作用而出现波浪形,影响制品的外观质量(如图2所示)。
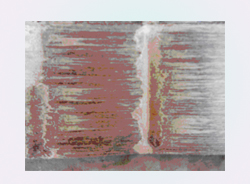
图1 熔接痕
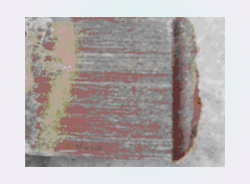
图2 波纹
经常出现物料不成型的现象,造成生产不连续(如图3所示)。
图3 物料不成型导致制品断裂
因此,在满足物料塑化质量的基础上,应尽量降低挤出机温度。
机头口模到冷却定型的机头过渡段的温度控制对挤出制品质量的影响十分显著。如果此段温度过低,木塑复合材料的粘度增大,流动困难,流道壁面处的料流就会过早冷却固化,使物料不能充满机头流道,难以挤出成型;若将此段的温度升高,则挤出制品表面质量有很大改善。物料通过过渡段进入定型段流道流动时呈熔融状态,为使分子得到充分定型,机头的温度应该分段控制,即温度逐渐降低。可见,对于木塑复合材料的挤出成型而言,机头温度是非常关键的,它直接影响着挤出成型的质量。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条