1) bore with internal thread

内螺纹镗削
2) internal threading
车削内螺纹
1.
This paper expounds an abnormal phenomenon occurring in the course of internal threading and the causes of it, makes detailed analysis on occurrence and calculating methods of the pitch, tooth-type half-angle, pitch diameter, etc.
叙述了车削内螺纹时出现的一种异常现象以及产生异常现象的原因,详细分析了螺距、牙型半角、中径等误差的产生、计算方法及其对联结件可靠性的影响,并提出了补偿措施。
3) Rifling
[英]['raifliŋ] [美]['raɪflɪŋ]
拉削内螺纹
4) internal thread broaching
内螺纹拉削
5) thread cutting
螺纹切削
1.
The article analyzes the signification and difference between the two machining instructions in the thread cutting circle machining of the numerical control lathe in the FANUC numerical control system.
分析FANUC数控系统中数控车床螺纹切削循环加工的两种加工指令G92和G76的含义及区别。
2.
The article expatiates on the difference and application of the FANUC numerical thread cutting circle command G92 and G76,analyzes the working feature and accuracy,and puts forward the reference plan of how to select thread cutting circle command reasonably.
阐述了FANUC数控系统中螺纹切削循环加工指令G92和G76的区别及应用,并对各自的加工特点及其加工精度作了分析,最后提出了如何合理地选用螺纹切削循环指令的参考方案。
6) thread milling
螺纹铣削
1.
IF using advanced techniques in three-axis linkage CNC machine,we can realize easily the article introduces features of thread milling and method of programming through concrete example.
螺纹在机械零件加工中经常出现,传统加工方法是采用车床车削、丝锥手工攻丝等,但对于非旋转体、非对称工件、没有退刀槽的盲孔、大孔径螺纹和断续切削等特殊结构的螺纹,传统加工方法难以实现,而在具有三坐标联动数控机床上,采用先进的螺纹铣削工艺很容易实现。
2.
Thread milling is an advanced processing technology,which is a CNC machining tool using the method of processing thread.
螺纹铣削是一种先进的加工工艺,是一种使用数控机床加工螺纹的方法,它提高了生产效率,保证了螺纹加工的质量。
补充资料:切削加工:镗削
用旋转的单刃镗刀把工件上的预制孔扩大到一定尺寸﹐使之达到要求的精度和表面粗糙度的切削加工。镗削一般在镗床﹑加工中心和组合机床上进行﹐主要用于加工箱体﹑支架和机座等工件上的圆柱孔(见图 镗圆柱孔示意图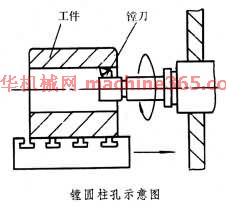 )﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R
)﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R 2.5~0.16微米。
2.5~0.16微米。
镗削时﹐工件安装在机床工作台或机床夹具上﹐镗刀装夹在镗杆上(也可与镗杆制成整体)﹐由主轴驱动旋转。当采用镗模时﹐镗杆与主轴浮动联接﹐加工精度取决于镗模的精度﹔不采用镗模时﹐镗杆与主轴刚性联接﹐加工精度取决于机床的精度。由于镗杆的悬伸距离较大﹐容易产生振动﹐选用的切削用量不宜很大。镗削加工分粗镗﹑半精镗和精镗。采用高速钢刀头镗削普通钢材时的切削速度﹐一般为20~50米/分﹔采用硬质合金刀头时的切削速度﹐粗镗可达40~60米/分﹐精镗可达150米/分以上。
对精度和表面粗糙度要求很高的精密镗削﹐一般用金刚镗床﹐并采用硬质合金﹑金刚石和立方氮化硼等超硬材料的刀具﹐选用很小的进给量(0.02~0.08毫米/转)和切削深度 (0.05~0.1毫米)高于普通镗削的切削速度。精密镗削的加工精度能达到IT7~6﹐表面粗糙度为R0.63~0.08微米。精密镗孔以前﹐预制孔要经过粗镗﹑半精镗和精镗工序﹐为精密镗孔留下很薄而均匀的加工余量。
)﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R2.5~0.16微米。 镗削时﹐工件安装在机床工作台或机床夹具上﹐镗刀装夹在镗杆上(也可与镗杆制成整体)﹐由主轴驱动旋转。当采用镗模时﹐镗杆与主轴浮动联接﹐加工精度取决于镗模的精度﹔不采用镗模时﹐镗杆与主轴刚性联接﹐加工精度取决于机床的精度。由于镗杆的悬伸距离较大﹐容易产生振动﹐选用的切削用量不宜很大。镗削加工分粗镗﹑半精镗和精镗。采用高速钢刀头镗削普通钢材时的切削速度﹐一般为20~50米/分﹔采用硬质合金刀头时的切削速度﹐粗镗可达40~60米/分﹐精镗可达150米/分以上。
对精度和表面粗糙度要求很高的精密镗削﹐一般用金刚镗床﹐并采用硬质合金﹑金刚石和立方氮化硼等超硬材料的刀具﹐选用很小的进给量(0.02~0.08毫米/转)和切削深度 (0.05~0.1毫米)高于普通镗削的切削速度。精密镗削的加工精度能达到IT7~6﹐表面粗糙度为R
0.63~0.08微米。精密镗孔以前﹐预制孔要经过粗镗﹑半精镗和精镗工序﹐为精密镗孔留下很薄而均匀的加工余量。说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条