
1 引言
无模铸型制造(Patternless Casting Manufacturing,简称PCM)工艺是一种与传统树脂自硬砂工艺相结合的新型快速成形工艺。其基本原理是:利用RP技术的离散/堆积成形原理,采用轮廓扫描、喷射固化工艺,实现铸型的快速直接成形而无需模样,基本原理如下图所示:
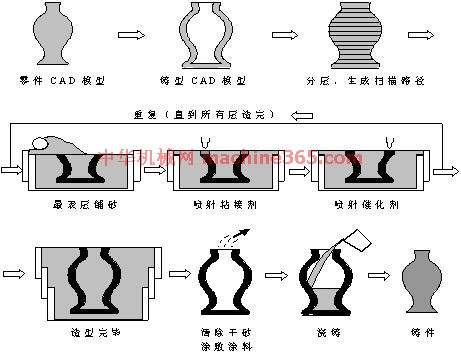
图1 PCM原理图
首先从零件CAD模型得到铸型CAD模型。由铸型CAD模型的STL文件分层,得到截面轮廓信息,再以层面信息产生控制信息。造型时,第一个喷头在每层铺好的原砂上由计算机控制精确地喷射粘结剂,第二个喷头再沿同样的路径喷射催化剂,或者采用双喷头一次复合喷射技术按照截面轮廓信息同时喷射粘结剂和催化剂。两者发生胶联反应,一层层固化型砂而堆积成形。粘结剂和催化剂共同作用地方的原砂被固化在一起,其他地方原砂仍为颗粒态之干砂。固化完一层后再粘接下一层,所有的层粘接完之后就得到一个空间实体。原砂在粘结剂没有喷射的地方仍是干砂,比较容易清除。清理出中间未固化的干砂就可以得到一个有一定壁厚的铸型,在砂型的内表面涂敷或浸渍涂料之后就可用于浇注金属。
2 PCM工艺的特点
同传统铸型制造技术相比,PCM工艺具有无可比拟的优越性,它不仅使铸造过程高度自动化、敏捷化,降低工人劳动强度,而且在技术上突破了传统工艺的许多障碍,使设计、制造的约束条件大大减少。具体表现在以下方面:
2.1 造型时间短
利用传统的方法制造铸型必须先加工模样,无论是普通加工还是数控加工,模样的制造周期都比较长。对于大中型铸件来说,铸型的制造周期一般以月为单位计算。由于采用计算机自动处理,PCM工艺的信息处理过程一般只需花费几个小时至几十个小时。所以从制造时间上来看,该工艺具有传统造型方法无法比拟的优越性。
2.2 制造成本低
PCM工艺的自动化程度高,其设备一次性投资较大,其它生产条件如原砂、树脂等原材料的准备过程与传统的自硬树脂砂造型工艺相同。然而又由于它造型无需模样,对于一些大型、复杂铸件,模具的成本又较高,所以其收益是明显的。