
关键词: 冷挤压工艺模具设计
一、引言
如图1所示为航空座椅锁扣缸体的零件图,零件材料选用LD2。零件为航空座椅的减震缸,缸体内筒放置弹簧,活塞压缩弹簧沿筒壁运动,飞机震动时起到减震作用。该零件是航空座椅锁扣总成的关键零件。为达到其使用性能,零件内筒筒壁应光滑,无划痕,以保证活塞运动顺畅,内筒表面粗糙度要求为RaO.2-0.4;零件外表面为保持美观和将来镀铬的需要,外表面粗糙度要求为Ra3.2;零件应具有一定的刚度;零件内外筒应保证同心,同心度要求为0.4mm;为保证活塞与内筒配合的严密,内筒部分不允许机械加工。
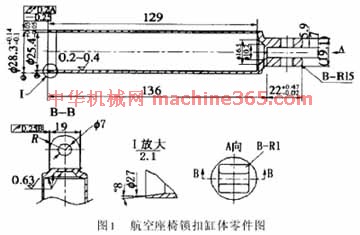
该零件的制造难度是:直筒部分壁厚1.45 mm,长度130mm,壁薄筒深难以成形;尺寸精度要求很高;头部与直筒部分形状不同,常规制造方法难以加工;直筒部分及底部均无斜度,用挤压加工制造时,零件出模困难。
鉴于以上对于零件特点及制造难度的分析,采用机械加工的方法加工难度大,材料利用率低,加工周期长,成本高;采用直筒与头部焊接的方法,不仅难于保证焊接部分的表面质量,又不能保证焊接时直筒部分不受热变形,更难保证零件的使用性能。
冷挤压成形属于体积成形,该零件由于直筒部分与头部形状不同,可以采用正反复合挤压方法。通过冷挤压成形,既可以保证零件表面较高的粗糙度要求,也可以节省材料、提高零件的强度、硬度、尺寸精度等,更重要的是简化了锁扣缸体零件的制造工艺、大幅度降低成本,更适应于批量化生产。
二、航空座椅锁扣缸体工艺方案制订
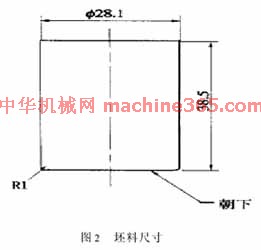
(1) LD2棒料精车下料,保证尺寸控制在公差范围内,侧表面尽可能光洁。坯料尺寸如图2所录。
(2)将坯料除油、光亮处理,以除去坯料表面的氧化膜。
(3)坯料干燥处理,表面涂覆润滑剂。