2) automatic machining line

机械加工自动线
1.
The realization of a fault diagnosis program to be embedded in an automatic machining line is discussed, based on diagnostic theory for the discrete event dynamic system (DEDS) modeled by finite state machine/formal language theory.
基于有限状态自动机/形式语言的离散事件动态系统(DEDS)诊断理论,探讨了机械加工自动线嵌入式故障诊断技术的实现方法,同时讨论了嵌入式诊断代码生成问题。
3) mechanical process
机械加工
1.
Some random factors giving birth to disturbance and their working mechanism in mechanical processing systems were discussed.
分析了机械加工过程产生涉扰的工艺系统部分的随机因素,以及该类随机因素对加工过程涉扰的机理;给出了估计涉扰程度的方法;提出了减少工艺系统部分随机因素对加工过程涉扰的对策。
2.
In order to improve the automatic level of mechanical processes and the quality of the productions,It is essential to study the on line monitoring technique.
为提高机械加工的自动化程度 ,提高产品质量 ,对机械加工过程中在线监测技术的研究是十分必要的 。
4) machining
[mə'ʃi:niŋ]
机械加工
1.
Study on application of Cutting-oil (liquid) in Machining;
切削油(液)在机械加工过程中的使用研究
2.
Study on False Junks of Machining;
机械加工中假废品的研究
3.
The Machining Technology for the Main Parts of WISCO 2250 Crank Crop Shear;
武钢2250曲柄式切头飞剪主要零件的机械加工技术
5) Mechanical machining
机械加工
1.
Discussion of design principle of mechanical machining technics for parts;
零件机械加工工艺设计原则的探讨
2.
Introduces the structure,characteristics and mechanical machining methods for T-type Sodium globe valve body.
介绍了T形钠截止阀阀体的结构、特点及机械加工方法。
3.
The effect of cutting fluid in mechanical machining and merits of concentrate filtering were introduced.
介绍了切削液在机械加工中的作用以及切削液集中过滤的优点,阐述了负压式集中过滤系统的工作原理及其特点,分析了负压式集中过滤系统在机械工程领域的应用及其发展趋势。
6) mechanical processing
机械加工
1.
Analysis of the motion mode of mechanical processing shaping method to the spare parts;
零件表面机械加工成形方法的运动方式分析
2.
Analysis of surface shape characteristics of mechanical processing;
机械加工表面形貌特征分析
3.
The application of green technology in mechanical processing
机械加工中的绿色工艺应用
补充资料:特种加工:电火花线切割加工
利用轴向移动的金属丝作工具电极﹐工件按所需形状和尺寸作轨迹运动切割导电材料的电火花加工﹐英文简称EDWC。
简史 1960年﹐苏联首先研制出靠模线切割机床。中国于1961年也研制出类似的机床。早期的线切割机床采用电气靠模控制切割轨迹。当时由于切割速度低﹐制造靠模比较困难﹐仅用于在电子工业中加工其它加工方法难以解决的窄缝等。1966年﹐中国研制成功采用乳化液和快速走丝机构的高速走丝线切割机床﹐并相继采用了数字控制和光电跟踪控制技术。此后﹐随着脉冲电源和数字控制技术的不断发展以及多次切割工艺的应用﹐大大提高了切割速度和加工精度。
加工原理 工件安装在工作台上﹐工作台通常由X 轴和Y 轴电动机驱动(见图 线切割加工原理图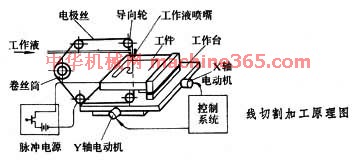 )。工具电极(电极丝)为直径0.02~0.3毫米的金属丝﹐由走丝系统带动电极丝沿其轴向移动。走丝方式有两种﹕①高速走丝﹐速度为9~10米/秒﹐采用钼丝作电极丝﹐可循环反复使用﹔②低速走丝﹐速度小于10米/分﹐电极丝采用铜丝﹐只使用一次。脉冲电源加在工件与电极丝之间﹐一般工件接正极﹐电极丝接负极。工件与电极丝之间用喷嘴喷入工作液(乳化液﹑去离子水等)。控制系统根据预先输入的工作程序输出相应的信息﹐使工作台作相应的移动﹐工件与电极丝靠近。当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电﹐蚀除金属。金属被蚀除后工件与电极丝之间的距离加大﹐控制系统根据这一距离的大小和预先输入的程序﹐不断地发出进给信号﹐使加工过程持续进行。
)。工具电极(电极丝)为直径0.02~0.3毫米的金属丝﹐由走丝系统带动电极丝沿其轴向移动。走丝方式有两种﹕①高速走丝﹐速度为9~10米/秒﹐采用钼丝作电极丝﹐可循环反复使用﹔②低速走丝﹐速度小于10米/分﹐电极丝采用铜丝﹐只使用一次。脉冲电源加在工件与电极丝之间﹐一般工件接正极﹐电极丝接负极。工件与电极丝之间用喷嘴喷入工作液(乳化液﹑去离子水等)。控制系统根据预先输入的工作程序输出相应的信息﹐使工作台作相应的移动﹐工件与电极丝靠近。当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电﹐蚀除金属。金属被蚀除后工件与电极丝之间的距离加大﹐控制系统根据这一距离的大小和预先输入的程序﹐不断地发出进给信号﹐使加工过程持续进行。
特点和应用 电火花线切割加工除具有电火花加工的基本特点外﹐还有一些其它特点﹕①不需要制造形状复杂的工具电极﹐就能加工出以直线为母线的任何二维曲面。②能切割0.05毫米左右的窄缝。③加工中并不把全部多余材料加工成为废屑﹐提高了能量和材料的利用率。④在电极丝不循环使用的低速走丝电火花线切割加工中﹐由于电极丝不断更新﹐有利于提高加工精度和减少表面粗糙度。⑤电火花线切割能达到的切割效率一般为20~60毫米2/分﹐最高可达300毫米2/分﹔加工精度一般为±0.01~±0.02毫米﹐最高可达±0.004毫米﹔表面粗糙度一般为R 2.5~1.25微米﹐最高可达R0.63微米﹔切割厚度一般为40~60毫米﹐最厚可达600毫米。
2.5~1.25微米﹐最高可达R0.63微米﹔切割厚度一般为40~60毫米﹐最厚可达600毫米。
简史 1960年﹐苏联首先研制出靠模线切割机床。中国于1961年也研制出类似的机床。早期的线切割机床采用电气靠模控制切割轨迹。当时由于切割速度低﹐制造靠模比较困难﹐仅用于在电子工业中加工其它加工方法难以解决的窄缝等。1966年﹐中国研制成功采用乳化液和快速走丝机构的高速走丝线切割机床﹐并相继采用了数字控制和光电跟踪控制技术。此后﹐随着脉冲电源和数字控制技术的不断发展以及多次切割工艺的应用﹐大大提高了切割速度和加工精度。
加工原理 工件安装在工作台上﹐工作台通常由X 轴和Y 轴电动机驱动(见图 线切割加工原理图
)。工具电极(电极丝)为直径0.02~0.3毫米的金属丝﹐由走丝系统带动电极丝沿其轴向移动。走丝方式有两种﹕①高速走丝﹐速度为9~10米/秒﹐采用钼丝作电极丝﹐可循环反复使用﹔②低速走丝﹐速度小于10米/分﹐电极丝采用铜丝﹐只使用一次。脉冲电源加在工件与电极丝之间﹐一般工件接正极﹐电极丝接负极。工件与电极丝之间用喷嘴喷入工作液(乳化液﹑去离子水等)。控制系统根据预先输入的工作程序输出相应的信息﹐使工作台作相应的移动﹐工件与电极丝靠近。当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电﹐蚀除金属。金属被蚀除后工件与电极丝之间的距离加大﹐控制系统根据这一距离的大小和预先输入的程序﹐不断地发出进给信号﹐使加工过程持续进行。 特点和应用 电火花线切割加工除具有电火花加工的基本特点外﹐还有一些其它特点﹕①不需要制造形状复杂的工具电极﹐就能加工出以直线为母线的任何二维曲面。②能切割0.05毫米左右的窄缝。③加工中并不把全部多余材料加工成为废屑﹐提高了能量和材料的利用率。④在电极丝不循环使用的低速走丝电火花线切割加工中﹐由于电极丝不断更新﹐有利于提高加工精度和减少表面粗糙度。⑤电火花线切割能达到的切割效率一般为20~60毫米2/分﹐最高可达300毫米2/分﹔加工精度一般为±0.01~±0.02毫米﹐最高可达±0.004毫米﹔表面粗糙度一般为R
2.5~1.25微米﹐最高可达R0.63微米﹔切割厚度一般为40~60毫米﹐最厚可达600毫米。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条