|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) User centered design

用户为中心设计
2) user-centered design
以用户为中心的设计
1.
Moreover, a user-centered design .
以用户为中心的设计的关键问题在于,如何使用户的思想如实地反映到设计中。
3) UCD
以用户为中心的设计
1.
User Centred Design ( UCD) for GUI aims at providing highly usability for the system.
以用户为中心的GUI设计旨在提高系统可用性,但是众多的以用户为中心的设计研究只给出一些设计准则和经验性的方法,缺乏对实际软件设计的可操作指导。
2.
This article starts from the definition of user center design, in virtue of the design thinking of UCD to analysis rural user in new context.
研究项目基于“以用户为中心的设计”(UCD)方法,针对中国农村市场的手机用户,进行现场研究(field study),开发设计适合中国农村市场的新型手机,完成手机概念设计、纸面原型和高保真原型。
3.
It\'s also one of the most important tools for UCD.
使用研究是研究使用者、产品与使用环境之间关系的一套系统的方法论,是以用户为中心的设计(UCD)的重要工具之一。
4) User Centered Design
以用户为中心的设计
1.
User Centered Design comes to be the new trend of industrial design today.
以用户为中心的设计成为当前工业设计的新方向,其目的是提供给用户更具吸引力,使用性更好的用户界面。
5) user centered design
以用户为中心设计
1.
The contents and relation between user centered design(UCD) and product form design are discussed in this paper.
论述了以用户为中心设计与产品形态设计的内容及两者关系,以前者作为设计方法对电气控制台进行了形态改进设计,以期提高产品使用效率,增强用户使用舒适度。
2.
Using the user centered design method to design press and packaging mechanical products is propitious to construct harmonious relationship between human and mechanical products,and to improve work efficiency.
运用以用户为中心设计的方法对印包机械产品进行工业设计,有利于构造人与机械之间的和谐关系,提高工作效率;通过对切纸机的形态要素的人机因素分析与研究,比较不同的形态推敲方案草图,最终提出新的设计方案尝试。
6) user centered design(UCD)
用户为中心的设计
补充资料:用户宏在加工中心上的应用一例
这也是一篇来自生第一线的文章。在前面几期中,我们陆续刊登了几篇有关宏程序在加工对称零件编程中的应用方面的文章,读者对此非常喜欢,这从一个侧面反映出了宏程序应用范围的广泛,也从另一个侧面反映出读者对实用技术的迫切需求。
用户宏功能是多数数控系统所具备的辅助功能,合理地使用好该功能可以使加工程序得到大大简化。用户宏功能有A类和B类两种,用A类宏功能编译的加工程序,程序主体比较简单,但需记忆较多的宏指令,程序的可读性差,而用B类宏功能编译的程序,则具有较好的可读性,且只需记忆较少的指令代码。本例就使用B类宏功能编程,并通过详细的数学分析来说明用宏指令编程如何建立合理的数学模型。
一、应用实例 如图1所示的零件为一盘片零件的铸造模具,现要求在加工中心上加工15条等分槽(图中仅标注编程所需尺寸)。 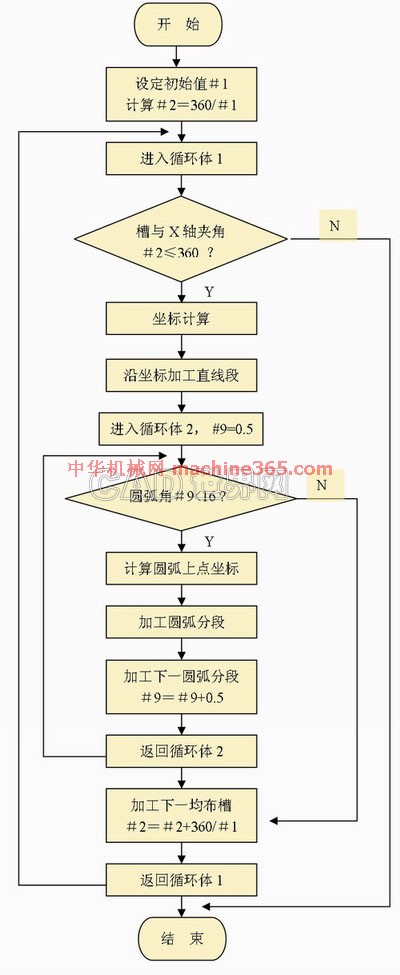
图1示例零件图
该零件决定在带有FANUC 15M数控系统的3000V上加工。该加工中心为3MX1.1M工作台的龙门加工中心。槽锥度14°及槽底圆弧由球头成形铣刀加工保证,不考虑刀具半径补偿(加工坐标如图中所示)。本例只编制最终精加工程序,之前的粗加工则可以通过该程序在Z方向上的抬刀来实现。 经过对FANUC15M数控系统功能的分析发现,加工R380圆弧时,由于R380不在某一基准平面,即无法用G17、G18或G19指定加工平面,因此R380圆弧不能直接使用G02或G03指令加工,只能将该圆弧分解为若干段直线段分别计算各端点坐标,再指令刀具按X、Y、Z方向进行直线加工,用直线逼近圆弧的方法最终形成R380圆弧。 首先计算出第一条槽各交点座标,并用极座标表示,圆周上各条槽对应点的极半径及Z深度均一致,仅角度有变化。图1中各点位置如下: a点极半径105,Z坐标-50;b点极半径282.417,Z坐标-34.478;c点极半径382, Z坐标-12;R380圆弧的圆心角为15.44°。 在加工时需将极坐标转换为直角坐标,转换时只要将各点极半径分别按偏移角度(程序中参数#2)投影至X、Y轴即可。 在加工R380时应将该圆弧分解成若干直线段,以G01方式来近似加工圆弧根据实际加工要求,圆弧每隔0.5°圆心角确定一点,计算出各点坐标然后以G01连接各点即可加工出R380圆弧(实际加工后圆弧符合图纸要求),如图2所示。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|