1) Automobile Frame Steel

汽车梁
2) automobile carling
汽车纵梁
1.
Machine vision in the online detection for automobile carling fitting technological holes;
机器视觉技术在汽车纵梁装配工艺孔在线检测中的应用
3) automobile beam
汽车大梁
1.
The production of hot rolled sheet for
automobile beam was emphasized.
介绍了宝钢热轧汽车用钢的生产现状、产品特点 ;重点介绍了热轧汽车大梁的生产状况 ,并对热轧汽车板生产中存在的问题进行了分析 ;最后对宝钢热轧汽车用钢的发展趋势进行了展
4) automobile front transom
汽车前梁
1.
Influence of internal pressure loading path on quality of automobile front transom in hydroforming process;
内压加载路径对汽车前梁内高压成形质量的影响
5) truck beam
汽车大梁
1.
In this paper , the production process, microstructure and properties of niobium-bearing truck beam steels(A420L,A510L) are introduced.
本文介绍了鞍钢1780机组新型合铌汽车大梁板(A420L、A510L)的生产工艺与组织性能。
6) car beam
汽车横梁
1.
Optimization for hydroforming blanks of a
car beam based on the Grey system theory
基于灰色系统理论的汽车横梁充液成形用坯料优化
补充资料:浅谈汽车车架纵梁加工设备的选择
着汽车工业的日益发展,汽车纵梁的数量和品种也不断增加,纵梁加工设备也不断创新完善,从而合理地选择纵梁加工设备是汽车纵梁制造企业保持强劲的竞争力的关键。
一般纵梁由主梁和加强梁组成,梁的形状为U型。加强梁装在主梁内,用铆钉连接。根据车型不同,纵梁分直梁式和曲梁式;又分等截面梁和变截面梁。
一、纵梁的加工工序
一般加工工序分两类,即先加工孔后成形或先成形后加工孔。
1、落料——加工孔——成形——(弯曲)
2、落料——成形——加工孔——(弯曲)
二、加工设备的选用
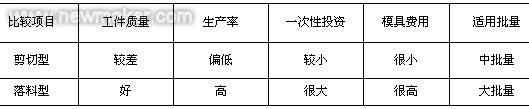
1、落料
(1)剪切型:用纵剪机和剪板机来完成。
(2)落料型:用大型压力机来完成。
比较
2、成形
(1)单面折弯型:用大型折弯机来完成。
(2)双面折弯型:用大型压力机来完成。
比较

3、孔加工
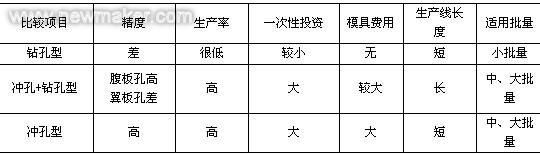
(1)平板上的孔加工
a、钻孔型:全部孔由数台摇臂钻床来完成,或由大型数控钻床来完成(可以几块板叠放一起钻)。
b、冲孔+钻孔型:主梁上的全部孔和加强梁的腹板孔由数控冲孔压力机来完成;成形后以主梁的翼板孔为准钻出加强梁的翼板孔(主梁和加强梁上孔的重合位置精度较高)。
c、冲孔型:全部孔由数控冲孔压力机来完成。
比较
(2)U形梁上的孔加工
a、钻孔型:全部孔由三面数控钻孔生产线或工件回转式单面数控钻孔生产线来完成。
b、冲孔+钻孔型:腹板孔由冲孔数控生产线来完成,翼板孔由双面钻孔数控生产线来完成(翼板孔很少)。
c、冲孔型:全部孔由几台冲孔压力机组成的数控生产线来完成。
比较
4、弯曲
a、普通型:由大型压力机来完成。
b、专用型:由专用数控弯曲机来完成,即一台固定压力机与一台可回转压力机铰接,并分别压紧腹板,通过油缸拉或推可回转压力机来完成折弯。在两台压力机上设有三对油缸对翼板进行夹紧,防止起皱。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条