1) recessed tube-tube sheet
管子內缩管板
2) tube
管子
1.
Design of expanding die for sinuate protuberant tube-shoulder;
管子波纹凸肩胀口成形模设计
2.
The welding procedure is made accoding to the welding character of nickle alloy tube and tube-sheet.
针对镍基合金管子与管板的焊接特点制定了相应的焊接工艺,并通过金相及力学性能检验,其结果均满足产品技术条件及相关标准的要求,从而证明该焊接工艺参数可以满足产品的焊接要求。
3.
This paper aims at locating the causes of weld failure and bringing forward corresponding countermeasures by analyzing the stress and corrosion which result in weld failure between tube and tube sheet in the operation of fixed tube - sheet type heat exchanger in Sulfur Recovery Unit.
通过对固定管板式换热器在硫磺回收装置应用中引起管子与管板焊缝开裂的各种应力及腐蚀分析,找到了引起焊缝开裂的原因,提出了相应的对策。
3) Guan Zi
《管子》
1.
On Environment Ethics Ideas of Guan Zi;
论《管子》“事若自然”的生态伦理思想
2.
A discussion on influence of philosophical idea of Guan Zi on TCM;
试论《管子》的哲学思想对祖国医学的影响
4) tubes
管子
1.
Cause of brittle fracture of stainless steel tubes were investigated in the atmospheric tower gasoline heat exchanger.
本文对常压塔顶油气冷凝冷却器的奥氏体不锈钢管子的脆性断裂原因进行了分析,认为Cl-和H2S的应力腐蚀是主要原因,并提出了工艺防腐蚀和材料防腐蚀措施和建议。
2.
The welding of the tubes to the tube plate is a key process during the manufacturing of the heat exchanger.
管子-管板焊接是换热器生产的关键工序,通过对缩进式管子-管板焊接技术进行的试验和分析,确定了最佳的焊接参数,供换热器制造厂有关技术人员参考。
5) GUAN Zi
管子
1.
Origin and Concept: on the Adoption of Guan Zi in Chao Cuo s Lun Gui Su Shu;
清源正本:解析晁错《论贵粟疏》对《管子》的接受与承袭
2.
On the Formation and Fulfillment of Guan Zi s "Humanism"Thought on Management of State Affairs;
管子“以人为本”思想范式的建构及其治国实践
6) Guanzi
《管子》
1.
Harmony Between Human Beings and Nature Brings about Beautiful Environment——The Research on the Eco-City Theory in Guanzi;
人与天调,然后天地之美生——《管子》之生态城市思想研究
2.
The New Historical Order of Body Mechanics and Health s Preserving About GuanZi;
《管子》健身养生思想的历史新使命
3.
Guanzi and three contributions to the physical education in ancient China;
《管子》对中国古代体育发展的三点贡献
参考词条
补充资料:燃料混合管压形缩管模
陕西科技大学(陕西咸阳 712081) 刘俊生 周明贵 张喜涛
[摘要] 介绍了一种在机械压力机上实现较长尺寸缩管工件的成形模结构。
关键词 闭合高度 缩管 脱模
1 引言
管材的缩管是常见的成形工艺,常用3种方法:1在缩管旋转机上进行;2在车床上旋压缩口,滚压加工;3用模具在压力机上进行。具体使用哪种方法,视工件要求而定。针对图1所示零件,采用压力机成形工艺比较合适。

根据零件尺寸,材料及计算结果,若在螺旋压力机或液压机上成形,由于工件成形所需压力很小,不能充分利用设备功率,且生产效率较低。故而选用机械压力机成形,模具设计中应重点解决由于工件缩管长度较长而引起的脱模困难,同时又要兼顾模具的闭合高度(在成形很小的情况下,模具闭合高度成为选用机床的主要因素)。
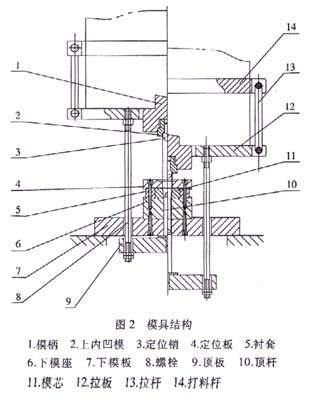
2 模具结构
模具结构如图2所示。上内凹模2直接装在模柄上,夹持于滑块中,利用滑块中的打杆槽,装有上拉料黠构,上拉料结构由打料杆14,拉杆13,拉板12,螺栓8,顶杆10组成。下模板固定于工作台面,顶板9位于台面漏料孔中。其特点是:
(1)利用冲床,滑块在缩门成形工序完成后拉动打料杆14,使与之连成一体顶杆10向上抬起,解决了由于工件缩口长度较长而引起的脱模困难。
(2)顶板9置于工作台漏料孔中,即有效利用机床闭合高度,又减少于模具体积。
3 工作过程
冲床滑块上升至上死点时,穿在滑块上的打料杆14带动上拉料组件以至最高点。放管材于定位板4的定位孔中。滑块下行,定位销3导正管材上端进入上凹模2定位孔中后,滑块施轴向力于管材端面.通过模芯11进行缩口,最后通过定位板4与上内凹模进行凸台压形,模芯11和上凹模2材料选用W18Cr4v,热处理硬度61—63HRC。同时,上拉料组件也随滑块一起下降之下死点,压形,缩口完成后,随着滑块一起上升的上拉料组件中的顶杆10抬起工件,取出工件。
4 效果
该模具装于400kN偏心冲床(闭合高度300mm,工作台孔直径∮200mm)上,经过近十万件产品的生产,模具基本完好,满足了生产的要求。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。