|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) fast CRC check

快速CRC校验
2) CRC verification
CRC校验
3) CRC check-up regulation
CRC校验法
4) CRC check
CRC校验
1.
Based on experience of DS1820 digital temperature sensors in the IMU temperature measurement circuit system,this paper introduces the method of improving accuracy,communation sequence,transmission protocols,CRC check etc.
本文结合数字温度传感器DS1820在惯性测量组件测温电路测试系统中的应用经验,针对提高测量精度的方法、通信时序、传输协议、CRC校验方法等方面进行了分析说明。
2.
And the effects of packet reordering algorithm at the receiver and the error that can′t be checked out by CRC check on VJ and Twice algorithm are discussed.
首先对Internet中常用的数据报文头压缩算法所存在的实际问题进行了简要分析,并详细讨论了接收端分组重排和CRC校验所产生的错误对VJ算法和Twice算法的影响。
3.
After expatiating the Modbus protocol and CRC check,the system design of communicating with the flow computers based on VB is presented,where the serial communication and CRC check based on Modbus protocol is realized.
针对这种情况,在详细介绍了Modbus协议和CRC校验的基础上,提出了基于Visual Basic环境下与流量计算机通信的系统设计方案,在该设计中实现了基于Modbus协议的串口通信以及CRC校验。
5) CRC checkout
CRC校验
1.
This experiment selected RS 485 transmission mode,joined the CRC checkout primarily in single chip′s later sending data, then encoded these datas with HDB3 code,furthermore,joined the photoelectricity isolation repeaters,and.
本实验选用RS485传输方式,先把单片机要发送的数据加入CRC校验码,然后对加入校验码的数据进行HDB3编码,再在传输过程中加入光电隔离中继器,同时也提出了一些有效的现场组网布线技术。
2.
Presents the basic principle of CRC checkout and its realization of checking table, and the procedure flow charts of algorithm of using VB programming language are given.
文中介绍了CRC校验的基本原理及其查表算法实现 ,并给出了利用VB编程语言实现该算法的程序流程图 ,同时给出了VB语言下相应位操作的实现技巧 。
6) CRC verify
CRC校验
补充资料:NC程序仿真与校验
本文应用NC程序仿真校验软件VERICUT,研究了NC程序的仿真技术,分别探讨了手工编写的和由CAD/CAM软件生成的NC程序的校验方法,完成了典型零件手工编写的和由CAD/CAM软件生成的NC程序的切削加工仿真和程序校验。
一、引言
NC程序作为数控加工的信息载体,其正确与否直接影响零件的加工质量。目前实际生产使用的NC程序,在投入加工之前通常采用机床空运行和样件试切,完成NC程序的校验。该方法加工准备周期长,生产成本高,难以实现数控机床的高效率。图形仿真是目前通用的NC校验方法,一般采用离线工作方式,用三维图形直观显示机床、刀具、工件以及辅助设备(机械手等),在计算机上对检验程序进行编译,并驱动图形加工系统进行准实时加工,检查NC代码中的语法和语意错误,实现干涉校验。NC程序仿真能直观安全地模拟、验证、分析切削过程,免去了以往样件生产的样件材料损耗、刀具磨损、机床清理等,从而缩短生产准备周期,降低成本。本文选择了两个典型零件作为研究对象,探讨利用计算机辅助技术生成NC程序,然后进行仿真校验的技术问题。 以Unigraphics NX和VERICUT 5.3为工具。在Unigraphics NX/Modeling模块中做零件和模型造型,用VB和Unigraphics NX/Manufacturing等软件生成NC程序,再用VERICUT 5.3仿真软件实现NC程序仿真校验。 二、NC程序仿真与校验工作流程 VERICUT仿真校验NC程序的工作流程如图1所示。 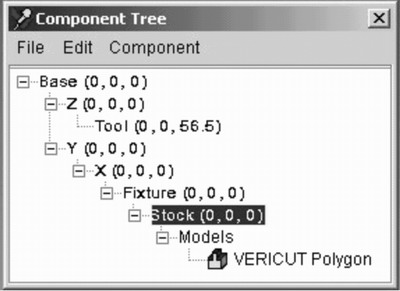
图1 VERICUT仿真校验NC程序的工作流程 几乎所有形式的NC程序代码都可以作为VERICUT的输入程序,包括手工编写的纯文本格式的数控加工程序。M&G代码与APT形式的CL文件一样,都可以被VERICUT直接执行。类似真实加工的是,VERICUT需要刀具轨迹代码,需要对于被加工的原材料的描述,也需要对于切削刀具的描述。验证过程的结果之一是一个加工过的三维实体模型——产品。结果之二是一个报告——包含模拟加工过程所监测到的所有错误信息的日志报告。 三、VERICUT实现NC程序仿真校验的方法和步骤 1. 手工编写的NC程序仿真校验 对于这种情况,这里以一个用VB编写的纯文本数控加工程序为例加以说明。如图2所示的是一个已经粗加工的零件,要对其顶面进行精加工。顶面为一不能用CAD软件完成造型的三维空间曲面,原曲面上相应点的坐标是在三坐标测量机上测量得到的,只能根据这些坐标值进行编程,然后加工出曲面。用VB编写的数控程序有5万多行,程序的校验原先是在数控机床上对样件进行试切完成的,要经历试切→测量→修改程序→再试切的程序校验过程,整个过程既费工又费时,而且效果也不理想。改用VERICUT对NC程序进行仿真和校验,不仅节省时间和降低成本,而且效果很好。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|