1) automated layout

自动排样
1.
By using Borland C++ language, a computer-automated layout system,which can be operated in DOS environment,is designed on 486 microcomputer.
用BorlandC++在486微机上设计一个可运行于DOS环境下的计算机自动排样系统,讨论系统的设计思想和实现技术,同时探讨所提出的基于多边形包围盒的自动排样算法。
2) automatic stock layout
自动化排样
1.
The program can automatically rebuild the blanking cutting edge and outline of every service position,achieving automatic stock layout for every process step of progressive dies.
针对级进模难于实现自动化排样问题,利用VBA开发工具开发和设计了一套基于AutoCAD平台的级进模排样系统,该程序能够自动生成级进模各工位的冲切刃口和外形,实现级进模的自动排样。
3) automatic sampling
自动进样
1.
Design of automatic sampling system for small biochemistry analyzer;
小型生化分析仪自动进样系统设计
2.
At the same time a new type of automatic sampling system with mixing function for micro automatic biochemical analyzer has been designed in order to meet micro and high-accuracy requirements of automatic biochemical analyzing system.
针对现有生化分析仪中取样装置与搅拌装置因分开而造成全自动生化分析仪布局复杂,结构繁琐,不利于生化分析仪的集成化和小型化等问题,提出混合/进样器一体化设计方法,设计了一种具有混合功能的自动进样系统。
4) Automatic sampling
自动取样
1.
The conclusion is that it is necessary to install an automatic sampling apparatus which meets the standard of sy-5317-88<Automatic Sampling Method from the Pipeline of Crude Oil>.
本文分析了商品油计量纠纷产生的技术原因,从中得出在输油管线上应安装符合SY-5317-88〈原油管线自动取样法〉标准的自动取样器,如何解决样品的代表性和可靠性,DOD-YC2000型的原理、主要构成和技术指标给出一个范例。
5) automatic sampling
自动采样
1.
Application of automatic sampling system of coking coal;
炼焦煤自动采样系统的应用实践
2.
The structure , operation principle and the performance of SWAX1000 automatic sampling system have been described in this article.
介绍了SWAX1000型刮板式自动采样系统的结构、工作原理及设备性能;并对人工采样与自动采样方法进行了对比。
补充资料:冲裁的排样方法
(一) 排样:
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
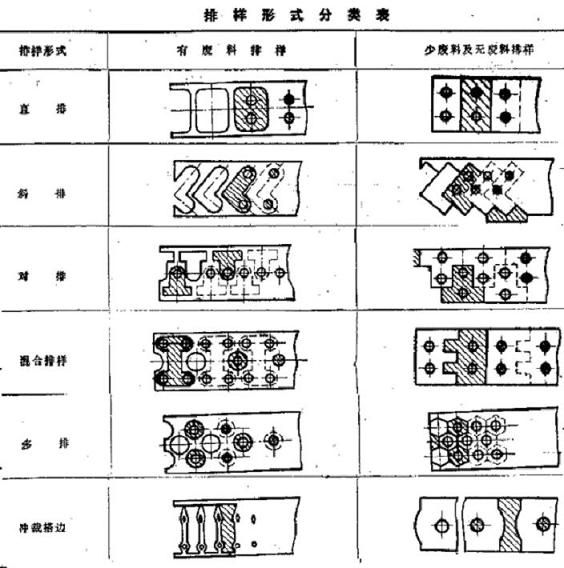
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。

直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
此主题相关图片如下:
直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条