1) Laser Scanner

激光测量头
1.
Research on Parameter Calibration and Location Calibration of Laser Scanner in Articulated CMM;
关节式坐标测量机激光测量头参数及位置标定研究
2) Laser probe
激光测头
1.
Improvement on measurement precision of laser probe using image optimization method;
提高激光测头测量精度的图像优化方法
2.
In order to realize non-contact auto-measurement of revolving parts,an offset auto-adjustment device was de- signed by using a laser probe as the feedback control element.
为了满足研制的零件轮廓测量机实现回转体零件的非接触自动测量,利用激光测头等部件设计了偏心自动调整机构。
3.
A stereovision inspection system for measuring free-form surface is introduced which consists of coordinate measuring machines (CMM) and a laser probe.
介绍了利用安装于三坐标测量机CMM上的激光测头测量自由曲面的立体视觉检测系统。
3) laser probe head
激光测头
1.
A precise and fast 3D coordinate measuring machine, which is composed of a laser probe head and servomechanism with high performance, was developed utilizing precise control, positioning optimization, approximation of deceleration with three levels broken line, online position correction and smoothing algorithm.
开发了一种高精度三维坐标测量机,它包括一套激光测头系统和高性能的伺服机构,具有精确控制、定位优化、三级减速近似、在线位置修正和光滑算法等功能。
4) Position Calibration of Laser Scanner
激光测量头位置标定
5) Laser measurement
激光测量
1.
Particle selecting and providing techniques for laser measurement on the flow field of process equipment;
过程设备冷态流场激光测量示踪粒子选择与添加
2.
One of the basic principles of the laser measurement used in precision processing is studied, and a closedloop feedback control system of lasermeasured position of the machine worktable is produced, and the coordinate control illustrated diagram, suitable for controlling feed devices of many kinds of precision machines, is given.
分析了激光测距在精密机床加工中应用的基本原理,拟定了采用激光测量机床工作台位置的反馈式闭环控制系统,给出了控制机床进给的坐标控制原理图,适用于多种精密加工机床的进给控制。
3.
By using of laser measurement technology Cangzhou Iron Lion s configuration is measured and kept in archives digitally.
利用激光测量技术对国家重点保护文物沧州铁狮子进行了整体形态测试,获得了铁狮当前形态的详细数字存档。
6) laser measure
激光测量
1.
Method deals with the line and the plane in analysis of the laser measure in engineering problems;
激光测量等工程难题的直线平面解法
补充资料:长度测量工具:激光干涉仪
以激光波长为已知长度﹑利用迈克耳逊干涉系统(见激光测长技术)测量位移的通用长度测量工具。激光干涉仪有单频的和双频的两种。单频的是在20世纪60年代中期出现的﹐最初用於检定基準线纹尺﹐后又用於在计量室中精密测长。双频激光干涉仪是1970年出现的﹐它适宜在车间中使用。激光干涉仪在极接近标準状态(温度为20℃﹑大气压力为101325帕﹑相对湿度59%﹑C O2 含量0.03%)下的测量精确度很高﹐可达1×10-7。
单频激光干涉仪 图1 单频激光干涉仪的工作原理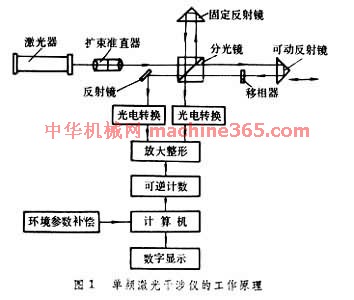 为单频激光干涉仪的工作原理。从激光器发出的光束﹐经扩束準直后由分光镜分为两路﹐并分别从固定反射镜和可动反射镜反射回来会合在分光镜上而產生干涉条纹。当可动反射镜移动时﹐干涉条纹的光强变化由接受器中的光电转换元件和电子线路等转换为电脉衝信号﹐经整形﹑放大后输入可逆计数器计算出总脉衝数﹐再由电子计算机按计算式
为单频激光干涉仪的工作原理。从激光器发出的光束﹐经扩束準直后由分光镜分为两路﹐并分别从固定反射镜和可动反射镜反射回来会合在分光镜上而產生干涉条纹。当可动反射镜移动时﹐干涉条纹的光强变化由接受器中的光电转换元件和电子线路等转换为电脉衝信号﹐经整形﹑放大后输入可逆计数器计算出总脉衝数﹐再由电子计算机按计算式 式中
式中 为激光波长(N 为电脉衝总数)﹐算出可动反射镜的位移量L 。使用单频激光干涉仪时﹐要求周围大气处於稳定状态﹐各种空气湍流都会引起直流电平变化而影响测量结果。
为激光波长(N 为电脉衝总数)﹐算出可动反射镜的位移量L 。使用单频激光干涉仪时﹐要求周围大气处於稳定状态﹐各种空气湍流都会引起直流电平变化而影响测量结果。
双频激光干涉仪 图2 双频激光干涉仪的工作原理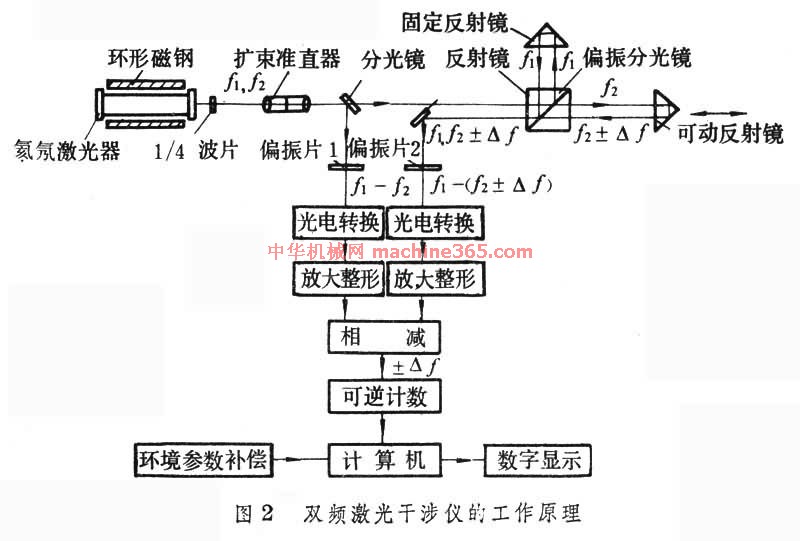 为双频激光干涉仪的工作原理。在氦氖激光器上﹐加上一个约0.03特斯拉的轴向磁场。由於塞曼分裂效应和频率牵引效应﹐激光器產生f 1和f 2两个不同频率的左旋和右旋圆偏振光。经1/4波片后成为两个互相垂直的线偏振光﹐再经分光镜分为两路。一路经偏振片1后成为含有频率为f 1- f 2的参考光束。另一路经偏振分光镜后又分为两路﹕一路成为仅含有f 1的光束﹐另一路成为仅含有f 2的光束。当可动反射镜移动时﹐含有f 2的光束经可动反射镜反射后成为含有f 2 ±Δf 的光束﹐Δf 是可动反射镜移动时因多普勒效应產生的附加频率﹐正负号表示移动方向(多普勒效应是奥地利人C.J.多普勒提出的﹐即波的频率在波源或接受器运动时会產生变化)。这路光束和由固定反射镜反射回来仅含有f 1的光的光束经偏振片 f 2后会合成为f 1-(f2±Δf )的测量光束。测量光束和上述参考光束经各自的光电转换元件﹑放大器﹑整形器后进入减法器相减﹐输出成为仅含有±Δf 的电脉衝信号。经可逆计数器计数后﹐由电子计算机进行当量换算(乘 1/2激光波长)后即可得出可动反射镜的位移量。双频激光干涉仪是应用频率变化来测量位移的﹐这种位移信息载於f 1和f 2的频差上﹐对由光强变化引起的直流电平变化不敏感﹐所以抗干扰能力强。它常用於检定测长机﹑三坐标测量机﹑光刻机和加工中心等的坐标精度﹐也可用作测长机﹑高精度三坐标测量机等的测量系统。利用相应附件﹐还可进行高精度直线度测量﹑平面度测量和小角度测量。(见彩图 双频激光干涉仪 )
为双频激光干涉仪的工作原理。在氦氖激光器上﹐加上一个约0.03特斯拉的轴向磁场。由於塞曼分裂效应和频率牵引效应﹐激光器產生f 1和f 2两个不同频率的左旋和右旋圆偏振光。经1/4波片后成为两个互相垂直的线偏振光﹐再经分光镜分为两路。一路经偏振片1后成为含有频率为f 1- f 2的参考光束。另一路经偏振分光镜后又分为两路﹕一路成为仅含有f 1的光束﹐另一路成为仅含有f 2的光束。当可动反射镜移动时﹐含有f 2的光束经可动反射镜反射后成为含有f 2 ±Δf 的光束﹐Δf 是可动反射镜移动时因多普勒效应產生的附加频率﹐正负号表示移动方向(多普勒效应是奥地利人C.J.多普勒提出的﹐即波的频率在波源或接受器运动时会產生变化)。这路光束和由固定反射镜反射回来仅含有f 1的光的光束经偏振片 f 2后会合成为f 1-(f2±Δf )的测量光束。测量光束和上述参考光束经各自的光电转换元件﹑放大器﹑整形器后进入减法器相减﹐输出成为仅含有±Δf 的电脉衝信号。经可逆计数器计数后﹐由电子计算机进行当量换算(乘 1/2激光波长)后即可得出可动反射镜的位移量。双频激光干涉仪是应用频率变化来测量位移的﹐这种位移信息载於f 1和f 2的频差上﹐对由光强变化引起的直流电平变化不敏感﹐所以抗干扰能力强。它常用於检定测长机﹑三坐标测量机﹑光刻机和加工中心等的坐标精度﹐也可用作测长机﹑高精度三坐标测量机等的测量系统。利用相应附件﹐还可进行高精度直线度测量﹑平面度测量和小角度测量。(见彩图 双频激光干涉仪 ) 
单频激光干涉仪 图1 单频激光干涉仪的工作原理
为单频激光干涉仪的工作原理。从激光器发出的光束﹐经扩束準直后由分光镜分为两路﹐并分别从固定反射镜和可动反射镜反射回来会合在分光镜上而產生干涉条纹。当可动反射镜移动时﹐干涉条纹的光强变化由接受器中的光电转换元件和电子线路等转换为电脉衝信号﹐经整形﹑放大后输入可逆计数器计算出总脉衝数﹐再由电子计算机按计算式式中为激光波长(N 为电脉衝总数)﹐算出可动反射镜的位移量L 。使用单频激光干涉仪时﹐要求周围大气处於稳定状态﹐各种空气湍流都会引起直流电平变化而影响测量结果。 双频激光干涉仪 图2 双频激光干涉仪的工作原理
为双频激光干涉仪的工作原理。在氦氖激光器上﹐加上一个约0.03特斯拉的轴向磁场。由於塞曼分裂效应和频率牵引效应﹐激光器產生f 1和f 2两个不同频率的左旋和右旋圆偏振光。经1/4波片后成为两个互相垂直的线偏振光﹐再经分光镜分为两路。一路经偏振片1后成为含有频率为f 1- f 2的参考光束。另一路经偏振分光镜后又分为两路﹕一路成为仅含有f 1的光束﹐另一路成为仅含有f 2的光束。当可动反射镜移动时﹐含有f 2的光束经可动反射镜反射后成为含有f 2 ±Δf 的光束﹐Δf 是可动反射镜移动时因多普勒效应產生的附加频率﹐正负号表示移动方向(多普勒效应是奥地利人C.J.多普勒提出的﹐即波的频率在波源或接受器运动时会產生变化)。这路光束和由固定反射镜反射回来仅含有f 1的光的光束经偏振片 f 2后会合成为f 1-(f2±Δf )的测量光束。测量光束和上述参考光束经各自的光电转换元件﹑放大器﹑整形器后进入减法器相减﹐输出成为仅含有±Δf 的电脉衝信号。经可逆计数器计数后﹐由电子计算机进行当量换算(乘 1/2激光波长)后即可得出可动反射镜的位移量。双频激光干涉仪是应用频率变化来测量位移的﹐这种位移信息载於f 1和f 2的频差上﹐对由光强变化引起的直流电平变化不敏感﹐所以抗干扰能力强。它常用於检定测长机﹑三坐标测量机﹑光刻机和加工中心等的坐标精度﹐也可用作测长机﹑高精度三坐标测量机等的测量系统。利用相应附件﹐还可进行高精度直线度测量﹑平面度测量和小角度测量。(见彩图 双频激光干涉仪 ) 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条