1) the packing space

排样空间
2) sample space ordering
样本空间排序法
1.
The method of constructing the lower confidence limit is based on sample space ordering.
本文基于K型区间删失数据,利用样本空间排序法给出了参数优良的置信下限与计算置信下限的递推公式。
3) sample space
样本空间
1.
To solve the expression difficulties resulting from variety of random sample spaces in decision network planning,an expanded decision unit structure including several sample spaces was presented.
为解决决策网络计划中随机样本空间变化而产生的模型表达上的困难,提出经拓展能够描述多个样本空间的决策单元结构。
4) spline space
样条空间
1.
A harmonic condition that can distinguish whether the dimension of spline space S 1 3( Δ ) depends on the geometrical character of triangulation is presented, then on a type of general triangulation the dimension is got.
首次提出了一种判别样条空间S13(Δ)维数不依赖剖分几何性质的协调条件· 依此 ,在一类较一般的三角剖分下 ,获得了S13(Δ)的维数
2.
In this paper, some advances on the dimension of the bivariate spline space from the approach is surveyed.
本文综述了该方法用之于三角剖分上样条空间维数的研究所取得的一些进展。
3.
A theorem on th dimension of natural spline space in th book by L.
Schumaker关于自然样条空间维数的一个定理。
5) spatial sampling
空间采样
1.
By comparison of simulated data,the knowledge that imaging effects can be improved with increasing spatial sampling density is cognized.
利用正演模型技术分析了中原油田的主要观测系统类型,通过模拟数据对比,获得了通过增加空间采样密度来改善成像效果的认识。
6) Spatial sampling
空间抽样
1.
Remote Sensing Measure of Crop Area Based on Spatial Sampling
基于空间抽样的农作物面积遥感测量
补充资料:冲裁的排样方法
(一) 排样:
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
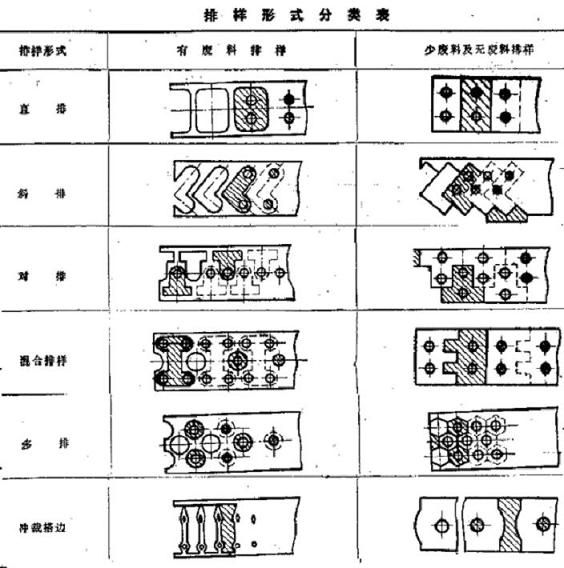
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。

直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
此主题相关图片如下:
直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条