|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) gas-solid mixture pipe

风粉混合管
2) air and pulverized coal mixing
风粉混合
1.
Through a study of air and pulverized coal two-phase flow theory,analyzed were the basic characteristics of an air and pulverized coal mixing process in a pulverized-coal boiler,featuring the transport of pulverized coal by exhaust gas.
通过对空气和煤粉的两相流理论的研究,分析了乏气送粉锅炉风粉混合过程的基本特征,从工程应用角度提出若干基本假设,提出了中储式制粉系统通用的动能法煤粉浓度测量方法。
3) aeration
[英][,eiə'reiʃən] [美][,eə'reʃən]
通风,换气;(煤粉管道中)风粉混合物;空气混入;充气,曝气
4) jet mixture
引射式风粉混合器
1.
The design of a kind of jet mixture used in material feed system was discussed in this paper.
给出了一种可应用于非标准给料系统的引射式风粉混合器的设计。
5) powder mixing
粉末混合
1.
Preparation of SiC_p/2024 Al alloy composites by powder mixing and semi-solid extrusion technology;
SiC_p/2024铝合金复合材料粉末混合半固态挤压法制备
2.
The effects of BN filler dispersion status,content,HDPE particle sizes and temperature on the thermal conductivity of BN reinforced HDPE composites prepared using powder mixing were investigated.
用粉末混合法制备了氮化硼增强高密聚乙烯塑料,研究了材料内部填料分散状态,填料含量,基体粒径和温度对热导率的影响。
3.
In the composite HDPE/BN prepared by powder mixing process, the BN particles surrounding HDPE microphase acted as special heat passages in reticular form.
用粉末混合法制得的复合材料中BN粒子围绕在HDPE粒子周围,形成特殊的网状导热通路,在(?)(BN)为30%时复合材料的热导率达1。
6) co-grinding
混合粉碎
1.
Preparation of inclusion complex of crystalline drug with β-cyclodextrin by co-grinding;
用混合粉碎法制备晶体药物与β-环糊精包合物
补充资料:燃料混合管压形缩管模
陕西科技大学(陕西咸阳 712081) 刘俊生 周明贵 张喜涛
[摘要] 介绍了一种在机械压力机上实现较长尺寸缩管工件的成形模结构。
关键词 闭合高度 缩管 脱模
1 引言
管材的缩管是常见的成形工艺,常用3种方法:1在缩管旋转机上进行;2在车床上旋压缩口,滚压加工;3用模具在压力机上进行。具体使用哪种方法,视工件要求而定。针对图1所示零件,采用压力机成形工艺比较合适。

根据零件尺寸,材料及计算结果,若在螺旋压力机或液压机上成形,由于工件成形所需压力很小,不能充分利用设备功率,且生产效率较低。故而选用机械压力机成形,模具设计中应重点解决由于工件缩管长度较长而引起的脱模困难,同时又要兼顾模具的闭合高度(在成形很小的情况下,模具闭合高度成为选用机床的主要因素)。
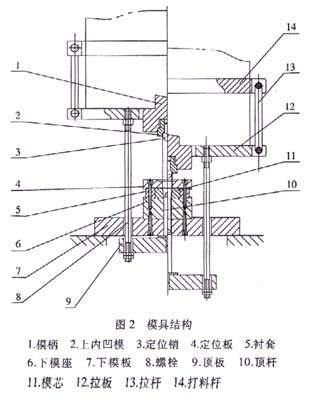
2 模具结构
模具结构如图2所示。上内凹模2直接装在模柄上,夹持于滑块中,利用滑块中的打杆槽,装有上拉料黠构,上拉料结构由打料杆14,拉杆13,拉板12,螺栓8,顶杆10组成。下模板固定于工作台面,顶板9位于台面漏料孔中。其特点是:
(1)利用冲床,滑块在缩门成形工序完成后拉动打料杆14,使与之连成一体顶杆10向上抬起,解决了由于工件缩口长度较长而引起的脱模困难。
(2)顶板9置于工作台漏料孔中,即有效利用机床闭合高度,又减少于模具体积。
3 工作过程
冲床滑块上升至上死点时,穿在滑块上的打料杆14带动上拉料组件以至最高点。放管材于定位板4的定位孔中。滑块下行,定位销3导正管材上端进入上凹模2定位孔中后,滑块施轴向力于管材端面.通过模芯11进行缩口,最后通过定位板4与上内凹模进行凸台压形,模芯11和上凹模2材料选用W18Cr4v,热处理硬度61—63HRC。同时,上拉料组件也随滑块一起下降之下死点,压形,缩口完成后,随着滑块一起上升的上拉料组件中的顶杆10抬起工件,取出工件。
4 效果
该模具装于400kN偏心冲床(闭合高度300mm,工作台孔直径∮200mm)上,经过近十万件产品的生产,模具基本完好,满足了生产的要求。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|