1) CNC turret punch press
转塔型数控冲床
1.
In this paper, a monitoring and programming system of CNC turret punch press is established under Windows environment according to the production-oriented and customer-oriented principle.
本着面向生产和面向用户的原则,本文在Windows环境下,对转塔型数控冲床的监控和编程系统进行了研究和开发。
2) turret
转塔
1.
We will apply MSC/Patran & MSC/Nastran software system to carry out the finite element calculating of the local parts of its turret system and get the stress distributions.
以"南海奋进"号FPSO为对象,运用MSC/Patran、MSC/Nastran程序系统,对其所采用的内转塔式单点系泊系统进行局部受力分析,了解各个载荷对船体结构的影响。
3) turret location
转塔位置
1.
Effect of turret location on the hydrodynamic performance of turret moored FPSO;
转塔位置对FPSO水动力性能的影响
4) electric-optic turret
光电转塔
1.
The technique performance and properties of the electric-optic turret of several UAV theate seekers are analyzed; and the electric-optic turret and development analysis of the America UAV.
介绍美国无人机光电转塔的发展历程以及装备的研制、改进情况,指出了在现代战争中发展无人机光电转塔优势和重要性,重点探讨了几种无人机光电转塔的性能及其特点,最后论述了美国无人机的光电转塔与发展分析。
5) turret
内转塔
1.
Construction technique of floating pit in FPSO turret;
FPSO内转塔浮子穴结构建造工艺
6) turret
转塔刀架
1.
This paper puts forward a new kind of turret.
本文提出了一新型转塔刀架的结构。
参考词条
转塔式系泊
转塔式锚泊
连铸旋转塔
转塔动力头
转塔式数控冲床
六角转塔车床
转塔冲床模具
液压转塔车床
半自动转塔车床
转塔式贴片机
数控转塔刀架
转塔式锚泊系统
数控转塔冲床
转塔式圆盘剪
Micka公式
回路切换
补充资料:数控转塔冲床模具的使用和维护
当前,在板金冲压加工领域,数控转塔冲床以其冲压速度快、加工精度高、模具通用性强、产品灵活多样等特点,得到广泛应用。数控转塔冲床所使用的模具,由于其精度及质量要求高,冲压速度快,一般直接选用国内外专业制造商如美国MATE(图1)、北京兆维、广州启泰等产品,其规格系列齐全,通用性强,并能很好地满足用户的特殊需求。
下文论述数控转塔冲床模具在使用和维护中应遵循的一些技术要点,并针对实际问题提出相应的解决办法,可能对用户具有良好的指导作用。
一、保证最佳的模具间隙
模具间隙是指冲头进入下模中,两侧的间隙之和。它与板厚、材质以及冲压工艺有关,选用合适的模具间隙,能够保证良好的冲孔质量,减少毛刺和塌陷,保持板料平整,有效防止带料,延长模具寿命。
通过检查冲压废料的情况,可以判定模具间隙是否合适。如果间隙过大,废料会出现粗糙起伏的断裂面和较小的光亮面。间隙越大,断裂面与光亮面形成的角度就越大,冲孔时会形成卷边和断裂,甚至出现一个薄缘突起。反之,如果间隙过小,废料会出现小角度断裂面和较大的光亮面。
当进行开槽、步冲、剪切等局部冲压时,侧向力将使冲头偏转而造成单边间隙过小,有时刃边偏移过大会刮伤下模,造成上下模的快速磨损。
模具以最佳间隙冲压时,废料的断裂面和光亮面具有相同的角度,并相互重合,这样可使冲裁力最小,冲孔的毛刺也很小。
模具的最佳间隙,请参照表1:
如果工件出现过大的毛刺或冲压时产生异常噪音,可能是模具钝化了。检查冲头及下模,当其刃边磨损产生半径约0.10mm的圆弧时,就要刃磨了。
实践表明,经常进行微量的刃磨而不是等到非磨不可时再刃磨,不仅会保持良好的工件质量,减小冲裁力,而且可使模具寿命延长一倍以上。
除了知道模具何时刃磨之外,掌握正确的刃磨方法尤其重要。模具刃磨规程如下:
1) 刃磨时,将冲头竖直夹持于平面磨床磁性卡盘的V型槽或夹具内,每次磨削量为0.03~0.05mm,重复磨削直至冲头锋利,最大磨削量一般为0.1~0.3mm。

图1
下文论述数控转塔冲床模具在使用和维护中应遵循的一些技术要点,并针对实际问题提出相应的解决办法,可能对用户具有良好的指导作用。
一、保证最佳的模具间隙
模具间隙是指冲头进入下模中,两侧的间隙之和。它与板厚、材质以及冲压工艺有关,选用合适的模具间隙,能够保证良好的冲孔质量,减少毛刺和塌陷,保持板料平整,有效防止带料,延长模具寿命。
通过检查冲压废料的情况,可以判定模具间隙是否合适。如果间隙过大,废料会出现粗糙起伏的断裂面和较小的光亮面。间隙越大,断裂面与光亮面形成的角度就越大,冲孔时会形成卷边和断裂,甚至出现一个薄缘突起。反之,如果间隙过小,废料会出现小角度断裂面和较大的光亮面。
当进行开槽、步冲、剪切等局部冲压时,侧向力将使冲头偏转而造成单边间隙过小,有时刃边偏移过大会刮伤下模,造成上下模的快速磨损。
模具以最佳间隙冲压时,废料的断裂面和光亮面具有相同的角度,并相互重合,这样可使冲裁力最小,冲孔的毛刺也很小。
模具的最佳间隙,请参照表1:
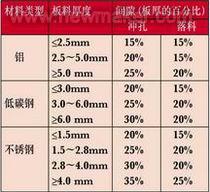
表1
如果工件出现过大的毛刺或冲压时产生异常噪音,可能是模具钝化了。检查冲头及下模,当其刃边磨损产生半径约0.10mm的圆弧时,就要刃磨了。
实践表明,经常进行微量的刃磨而不是等到非磨不可时再刃磨,不仅会保持良好的工件质量,减小冲裁力,而且可使模具寿命延长一倍以上。
除了知道模具何时刃磨之外,掌握正确的刃磨方法尤其重要。模具刃磨规程如下:
1) 刃磨时,将冲头竖直夹持于平面磨床磁性卡盘的V型槽或夹具内,每次磨削量为0.03~0.05mm,重复磨削直至冲头锋利,最大磨削量一般为0.1~0.3mm。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。