1) post process
后加工性
2) down stream processing property
后加工性能
3) economic returns
床后加碘
1.
In combination with practice,it expounds the feasibility,anticipated social effects and economic returns of the process.
本文详细剖析了我公司现有湿盐加碘工艺系统存在的缺陷,并结合生产实际论证了床后加碘工艺的可行性以及预期社会、经济效益。
4) post-hydrotreatment
后加氢
1.
D40 solvent naphtha and 3~# white oil were produced by pre-hydrotreatment and dewaxing over zeolite followed by post-hydrotreatment.
利用分子筛脱蜡预加氢和后加氢装置改产D40溶剂油和3#白油,现有原料条件下,生产出硫和氮含量均小于1μg。
5) Post Processing
后加工
1.
Situation of Application and Trend of Development of Post Processing of Plastics Product in China;
我国塑料产品应用状况及其后加工发展方向
6) After Interpolating Speed Controlling
后加减速
1.
Study on and Realization of Precision Controlling Way when Using the After Interpolating Speed Controlling in Interpolating Process;
插补过程用后加减速时精度控制方法研究与实现
参考词条
补充资料:机械工程材料:切削加工性试验
测定材料被切削加工成一定尺寸精度和达到一定表面质量的难易程度的一种工艺性能试验。通常以一定刀具寿命下的最高切削速度来衡量。对精加工来说﹐还需要增加加工精度和表面质量的指标。有时也以切削功率﹑切削力或断屑的难易来衡量。
刀具寿命和切削速度的关係主要按图 刀具磨损曲线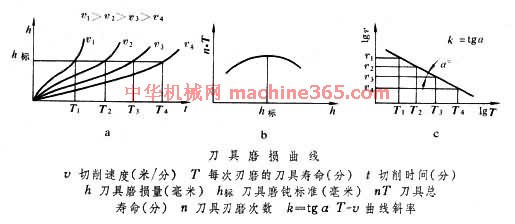 中的磨损曲线试验法评定。
中的磨损曲线试验法评定。
在规定的切削深度和切削进给量下﹐用 4种切削速度测定不同切削时间 所对应的刀具后刀面磨损宽度或前刀面月牙洼深度 ﹐在直角坐标上绘製磨损曲线(图中a 刀具磨损曲线 )﹔根据实验所得刀具总寿命T 与刀具允许磨损量的关係曲线图(图中b 刀具磨损曲线 )﹐确定与最大T 值相对应的刀具磨钝标準标﹔再根据标在图中a 刀具磨损曲线 得出不同切削速度下相应的刀具寿命 T 1…T 4﹐列於双对数坐标上﹐求出切削速度与刀具寿命T 之间的直线方程式(图中c 刀具磨损曲线 )﹐即=/T 1/(米/分)﹐式中为常数(相当於T =1分时的切削速度)﹐1/为刀具耐用度指数。
评定加工表面质量是在一定切削条件下以不同切削速度进行自由切削﹐主要测出加工表面微观不平度﹐建立不平度与切削速度之间的关係曲线。根据刀具径向磨损大小与加工精度高低的反比关係﹐由测出的刀具径向磨损速度与切削速度间关係﹐求出保证加工精度等级的刀具寿命﹐作为加工精度的评定指标。
刀具寿命和切削速度的关係主要按图 刀具磨损曲线
中的磨损曲线试验法评定。 在规定的切削深度和切削进给量下﹐用 4种切削速度测定不同切削时间 所对应的刀具后刀面磨损宽度或前刀面月牙洼深度 ﹐在直角坐标上绘製磨损曲线(图中a 刀具磨损曲线 )
﹔根据实验所得刀具总寿命T 与刀具允许磨损量的关係曲线图(图中b 刀具磨损曲线 )﹐确定与最大T 值相对应的刀具磨钝标準标﹔再根据标在图中a 刀具磨损曲线 得出不同切削速度下相应的刀具寿命 T 1…T 4﹐列於双对数坐标上﹐求出切削速度与刀具寿命T 之间的直线方程式(图中c 刀具磨损曲线 )﹐即=/T 1/(米/分)﹐式中为常数(相当於T =1分时的切削速度)﹐1/为刀具耐用度指数。 评定加工表面质量是在一定切削条件下以不同切削速度进行自由切削﹐主要测出加工表面微观不平度﹐建立不平度与切削速度之间的关係曲线。根据刀具径向磨损大小与加工精度高低的反比关係﹐由测出的刀具径向磨损速度与切削速度间关係﹐求出保证加工精度等级的刀具寿命﹐作为加工精度的评定指标。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。