1) Noncircular Turning
非圆车削加工
2) non-circular
非圆
1.
Study on Precise Grinding and Cutting of Non-circular Profiles Parts Based on PMAC;
基于PMAC下非圆轮廓形零件的精密磨削研究
2.
With the linear motor as the micro-feed servo mechanism,the numerical control machine can solve non-circular machining problem.
数控机床采用直线电机作为刀具的伺服进给机构,可以解决非圆零件的加工问题。
3) Non-circular curve
非圆曲线
1.
Least squares approximation for non-circular curve in NC machining;
数控加工中非圆曲线的最小二乘圆弧逼近
2.
The design of non-circular curve spare parts numerical control machining program that is based AutoCAD software is discussed.
文章论述了基于AutoCAD软件平台的非圆曲线零件的数控加工编程的设计问题。
3.
The traditional calculation nodes method on equal error approximating non-circular curve with beeline is calculated from the port of the curve.
文章在此基础上提出一种非圆曲线节点计算新方法,以被逼曲线曲率半径最小点开始,按等误差法求取节点,再根据曲线规律对节点重新进行排序,输出节点坐标值。
4) Irregular curve
非圆曲线
1.
The thesis introduces an equal difference between an approximate value and an accurate value waY for panel point's coordinate calculation of the irregular curve by means of tangent line's approaching;illustrates it with a concrete example;and falls back on MATLAB mathematic software to draw an imitation picture of cutting tools' locus.
介绍一种用切线逼近非圆曲线节点坐标计算的等误差法,结合实例,借助M ATLAB数学软件,绘制出刀具轨迹的仿真图。
5) noncircular turning
非圆车削
1.
Design of a DSP based derived CNC system for noncircular turning;
基于DSP的衍生式非圆车削数控系统设计
2.
An improved discrete-time repetitive control algorithm for noncircular turning;
用于非圆车削的离散重复控制改进算法
3.
Optimum cutting tool motion for noncircular turning;
非圆车削中刀具运动实现方法
6) non-circle curve
非圆曲线
1.
Therefore,non-circle curve only can be machined on the machine by linear approximation or circular approximation.
非圆曲线轮廓是机械零件常见的轮廓要素之一,绝大多数数控机床只具备直线插补和圆弧插补功能。
2.
The methods of user macroprocessor programming of the non-circle curves part described with mathematic equation in the numerical control process were discussed.
论述了对用数学方程式描述的非圆曲线组成的轮廓零件进行数控加工时的编程方法,得出了根据零件复杂程度不同,采用的编程方法不同,这将使非圆曲线轮廓零件数控加工程序的编制变得简单、容易,这对数控加工具有指导意义。
3.
This article provides a new method to achieve non-circle curve numerical control machining by using macro program.
提出了应用宏程序实现非圆曲线数控车削加工的新方法,并以椭圆为例,构造出通用的"椭圆曲线插补"程序。
参考词条
补充资料:超硬刀具及其在硬车削加工中的应用
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高温硬度、耐磨性和热化学稳定性,这为高硬度材料的切削加工提供了最基本的前提条件,并在生产中取得了明显效益。
超硬刀具及其选用
超硬刀具采用的材料及其刀具结构和几何参数是实现硬车削的基本要素,因此,如何选择超硬刀具材料,设计出合理的刀具结构和几何参数对稳定实现硬车削是十分重要的。
1,超硬刀具材料及其选用
涂层硬质合金
在韧性较好的硬质合金刀具上涂覆1层或多层耐磨性好的TiN、TiCN、TiAlN和Al3O2等,涂层的厚度为2~18µm,涂层通常具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面能有效地改善切削过程的摩擦和粘附作用,降低切削热的生成。
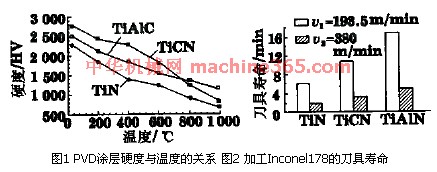
涂层按生成方法可分为物理气相沉积(PVD)与化学气相沉积(CVD)2种。PVD涂层(2~6µm)主要包括TiN、TiCN、TiAlN等,其成分还在不断地增加,如TiZrN。TiN和TiC涂层的最高压力分别可达到3580MPa和3775MPa,TiAlN涂层因缺乏可靠的弹性模量数据而得不到准确的压应力值,高速切削实验结果表明TiAlN性能最好。图1为这3种涂层硬度随温度变化的情况,在室温下硬度最高,当温度超过[Y;\时,TiAlN涂层的硬度高于TiCN和TiN涂层。图2为加工镍基高温合金Inconel178时用2种切削速度v1=193.5m/min和v2=380m/min条件下的刀具寿命,实验表明TiCN和TiAlN涂层的切削性能明显优于TiN涂层。
尽管PVD涂层显示出很多优点,但一些涂层如Al2O3和金刚石则倾向于采用CVD涂层技术。Al2O3是一种耐热和抗氧化很强的涂层,它能够将刀具体和切削产生的热量隔离开。通过CVD涂层技术,还可以综合各种涂层的优点,以达到最佳的切削效果,满足切削加工的需要。例如。TiN具有低摩擦特性,可减少涂层组织的损耗,TiCN可降低后刀面的磨损,TiC涂层硬度较高,Al2O3涂层具有优良的隔热效果等。
涂层硬质合金刀具与硬质合金刀具相比,无论在强度、硬度和耐磨性方面均有了很大提高。车削硬度在HRC45~55的工件,低成本的涂层硬质合金可实现高速车削。近年来,一些厂家应用改进涂层材料等方法,使涂层刀具的性能有了极大的提高。如美、日的一些厂家采用瑞士AlTiN涂层材料和新涂层专利技术生产的涂层刀片,硬度高达HV4500~4900,可在498.56m/min的速度时切削硬度HRC47~58的模具钢。在车削温度高达1500~1600°C时仍然硬度不降低、不氧化,刀片寿命为一般涂层刀片的4倍,而成本只有30%,且附着力好。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。