
一般镗孔技术存在的问题
镗孔与外圆车削加工相比较,工作条件相对较差,主要表现有以下几个方面:
1. 一般需采用长径比较大的刀具,刀杆悬伸距离长,致使切削稳定性降低,容易产生振动,因此在加工中所选用的切削用量(切削速度、进给量、切深)比车外圆时要小,生产效率较低。
2. 镗刀因在半封闭状态下工作,排屑困难,特别是在加工孔径较小的工件时,切屑易缠绕在刀杆上。
3. 镗刀在孔内加工,操作者看不见刀具实际的工作情况。
镗孔模块化技术
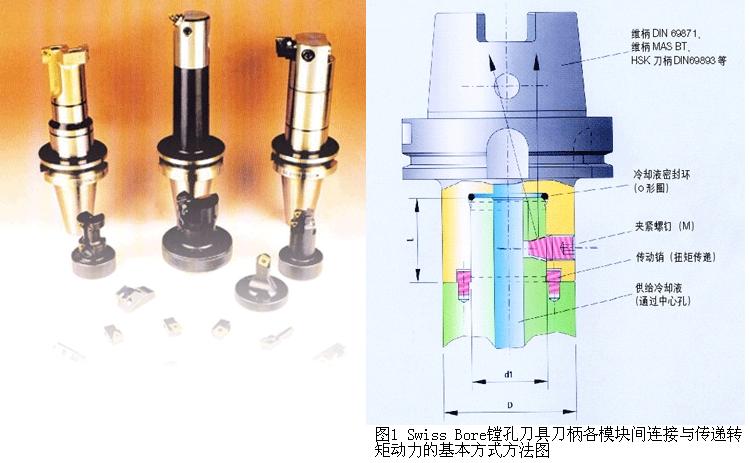
瑞士镗孔刀具刀柄公司(Swiss Bore Modular Tool Systems LTD.)是一家著名的专业从事制造镗孔加工用模块化刀具刀柄系统的公司。其产品特点是通过用模块结合方式方法将各种功能部件(包括与机床主轴相连接的主刀柄、接长杆、带整体连接附件的中间刀柄、加工臂架、夹持刀具的镗刀头、各类夹头、抗振及平衡用附件、镗刀杆、镗刀块、镗刀片等)结合起来,构成一个完整的刀具刀柄系统。它适应镗孔加工范围广,既能实现大幅度调整满足各种尺寸差异较大孔的加工,又能通过微调机构实现一定加工精度的要求。这套系统功能齐全,结构刚性高,操作简单方便。它主要用于加工中心,也可用于相适应的镗铣机床,适合在多品种、小批量柔性化生产线上使用,因可调适用加工孔径尺寸范围广,可节省大量刀具及相关费用,是此生产条件下非常理想的镗孔刀具刀柄系统。
刀柄与机床的连接
由图1上部可知,主刀柄与机床连接主要通过3种标准结构形式:
1.按7/24锥柄的DIN69871标准。一般SK刀柄、NT刀柄以及我国的JT刀柄均符合此标准,按此标准生产的机床主轴锥孔均可以直接使用。
2.按7/24锥柄的MAS BT标准。此标准广泛用于日本机床,许多其他国家机床主轴锥孔也有按此标准制作的。
3.按DIN69893制成的HSK系统。这是一种除锥面定位外,端面也参与定位的二面约束定位结构系统。如图1上部带缺口的锥形结构,内部是中空的,锥度1/10,锥部长度较短,机床HSK主轴锥孔可以与之很好的适应。
HSK刀柄系统的优点是:
□ 可适应高速旋转,因高速旋转时锥孔由于离心力而扩张,但锥轴可因弹性恢复而与锥孔紧密接触;
□ 端面与锥面始终同时定位,安装刚性高;
□ 重复定位精度高,一般可控制在0.002mm以内;
□ 由于有辅助分离功能,即使在刀具热膨胀时,也能方便卸下;
□ 冷却系统完备,有中心供液与端面供液两种;