2) nesting of irregular parts

不规则零件排样
1.
New Particle Swarm Optimization strategy for nesting of irregular parts;
一种不规则零件排样的新粒子群优化策略
3) irregular shapes
不规则图形排样
1.
In this paper,a genetic and collision algorithm is discussed for 2-D irregular shapes placement.
采用不规则图形挤压算法,在不规则图形排样过程中通过向左、向下挤压以实现重心最小化,尽管该方法计算量较大,但能有效提高板材的利用率。
4) irregular packing problem
不规则排样问题
1.
This paper presents a model based on discrete no-fit polygon for the two-dimensional irregular packing problem.
提出了一个用于求解二维不规则排样问题的离散临界多边形模型。
5) 2D Irregular Packing Problem
二维不规则排样问题
1.
The major subject of this thesis is the so-called 2D Irregular Packing Problem.
本文的主要研究对象是二维不规则排样问题(2D Irregular Packing Problem)。
6) irregular part
不规则件
1.
Niche genetic algorithm for two dimensional irregular parts optimal layout;
二维不规则件优化排样的小生境遗传算法
2.
Firstly,we fully consider the shapes of irregular parts and convert the two-dimensional irregular parts packing problem into rectangular parts packing problem using the combined rectangle enclosure algorithm.
提出一种基于小生境遗传模拟退火算法求解不规则件排样问题的方法。
3.
Specifically, the research contained:⑴Formal description and mathematical model of optimal layout of two-dimensional irregular parts are analyzed and built.
本文主要研究以下内容:⑴分析并建立了二维不规则件优化排样问题的形式化描述和数学模型。
补充资料:冲裁的排样方法
(一) 排样:
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
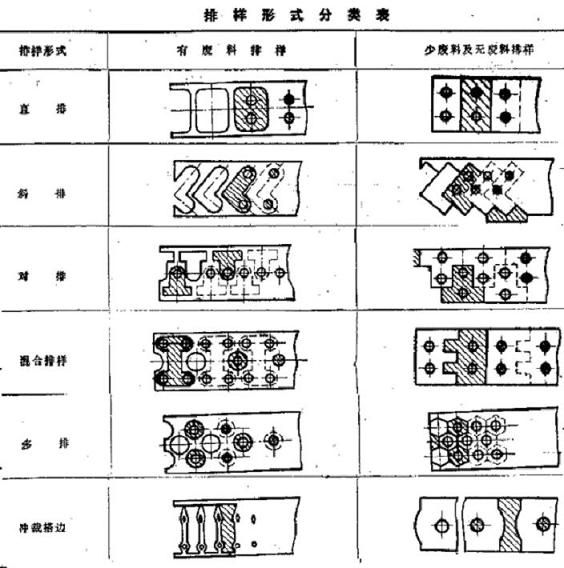
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。

直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
此主题相关图片如下:
直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条