1) Methods of cutting out the mountain

裁山方法
2) judging method
裁判方法
1.
Workflow of electrical timing net system and a study of relative judging methods;
电动计时网络系统的工作流程与相关裁判方法研究
3) Methods of Downsizing
裁员方法
4) arbitration policy
仲裁方法
1.
This paper proposed a new arbitration policy-GLCA based on global and local congestion prediction to improve the network latency.
传统用于总线系统或互联网的仲裁方法已不能很好地适应NoC应用环境。
5) method of judicial adjudication
司法裁判方法
1.
Judicial method means a method of judicial adjudication,which is used in the course of administration of justice that connects law and fact closely and decides the effect of cases.
司法方法,即司法适用的方法,主要是指司法裁判方法。
6) mountain method
山方法
1.
Kernel clustering for categorical data based on mountain method;
基于山方法的分类型数据核聚类
2.
Several data points gotten using mountain method on the music kernels are used as initial points of kernel clustering methods,for exampl.
通过用基于核的山方法选择聚类的适合初始点,最后使用基于核的K-means方法聚类音乐数据集,比较了3个不同串核在5个音乐数据集上的聚类性能。
补充资料:冲裁的排样方法
(一) 排样:
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
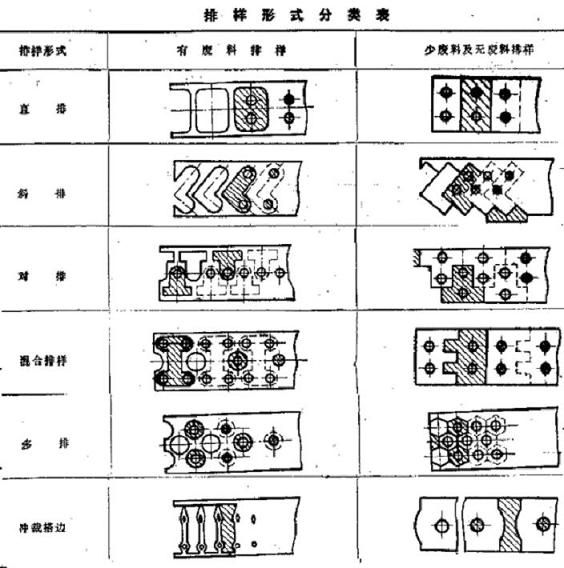
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。

直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
此主题相关图片如下:
直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条