|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) Consumers macro

用户宏
2) custom macro
用户宏程序
1.
And then register,change and delete of the tool life management date using custom macro are illustrated.
文章首先介绍了FANUC数控系统刀具寿命管理功能的使用目的和方法,然后说明了怎样使用用户宏程序来存储、修改和删除FANUC刀具寿命管理数据。
2.
The use of custom macro fulfills non circularity curve(only for the curve expressed by mathematic equation, not for list curves) NC super machining,and resolves this difficulty very well.
利用用户宏程序实现非圆曲线(仅限可用数学方程表达的曲线,列表曲线除外)的数控 精密加工,很好地解决了这一难题,并给出源程序。
3) macro program
用户宏程序
1.
Realization of decoding macro program for CNC system;
CNC系统的用户宏程序功能的译码实现
2.
Realization of Decoding Macro Program for CNC System;
CNC系统用户宏程序功能的译码实现
4) custom macro program
用户宏程序
1.
To improve the performance of NC machine tool,the paper introduces the method of custom macro programming technique and simple call on transfer process of the metric system ACME screw thread.
介绍了米制梯形螺纹车削加工用户宏程序的编制和简单调用的方法,对提高数控机床的使用性能有很大的帮助,对其它非标螺纹的编程也具有一定的借鉴意义。
5) customer macro instruction
用户宏指令
1.
The application of customer macro instruction programming in CNC lathe;
用户宏指令编程在数控车床中的应用
6) User great programming
用户宏程序法
补充资料:用户宏在加工中心上的应用一例
这也是一篇来自生第一线的文章。在前面几期中,我们陆续刊登了几篇有关宏程序在加工对称零件编程中的应用方面的文章,读者对此非常喜欢,这从一个侧面反映出了宏程序应用范围的广泛,也从另一个侧面反映出读者对实用技术的迫切需求。
用户宏功能是多数数控系统所具备的辅助功能,合理地使用好该功能可以使加工程序得到大大简化。用户宏功能有A类和B类两种,用A类宏功能编译的加工程序,程序主体比较简单,但需记忆较多的宏指令,程序的可读性差,而用B类宏功能编译的程序,则具有较好的可读性,且只需记忆较少的指令代码。本例就使用B类宏功能编程,并通过详细的数学分析来说明用宏指令编程如何建立合理的数学模型。
一、应用实例 如图1所示的零件为一盘片零件的铸造模具,现要求在加工中心上加工15条等分槽(图中仅标注编程所需尺寸)。 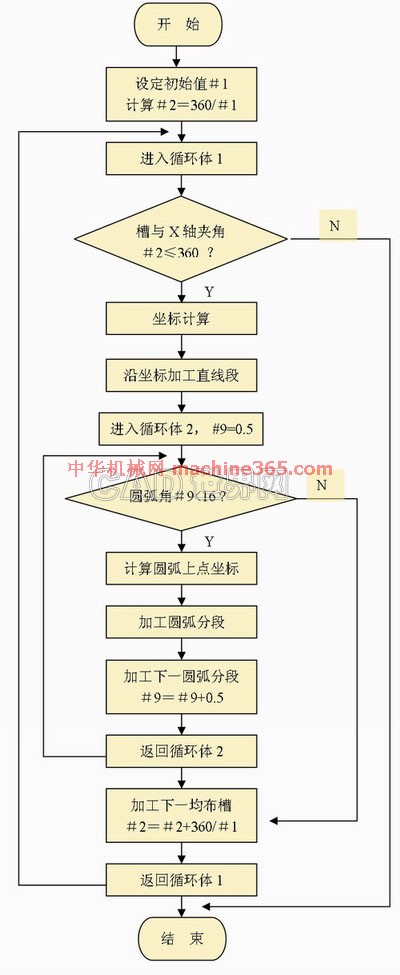
图1示例零件图
该零件决定在带有FANUC 15M数控系统的3000V上加工。该加工中心为3MX1.1M工作台的龙门加工中心。槽锥度14°及槽底圆弧由球头成形铣刀加工保证,不考虑刀具半径补偿(加工坐标如图中所示)。本例只编制最终精加工程序,之前的粗加工则可以通过该程序在Z方向上的抬刀来实现。 经过对FANUC15M数控系统功能的分析发现,加工R380圆弧时,由于R380不在某一基准平面,即无法用G17、G18或G19指定加工平面,因此R380圆弧不能直接使用G02或G03指令加工,只能将该圆弧分解为若干段直线段分别计算各端点坐标,再指令刀具按X、Y、Z方向进行直线加工,用直线逼近圆弧的方法最终形成R380圆弧。 首先计算出第一条槽各交点座标,并用极座标表示,圆周上各条槽对应点的极半径及Z深度均一致,仅角度有变化。图1中各点位置如下: a点极半径105,Z坐标-50;b点极半径282.417,Z坐标-34.478;c点极半径382, Z坐标-12;R380圆弧的圆心角为15.44°。 在加工时需将极坐标转换为直角坐标,转换时只要将各点极半径分别按偏移角度(程序中参数#2)投影至X、Y轴即可。 在加工R380时应将该圆弧分解成若干直线段,以G01方式来近似加工圆弧根据实际加工要求,圆弧每隔0.5°圆心角确定一点,计算出各点坐标然后以G01连接各点即可加工出R380圆弧(实际加工后圆弧符合图纸要求),如图2所示。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|