1) recycle economy analysis

循环经济分析
2) evaluation and analysis of recycling economy
循环经济评价与分析
3) circular economy
循环经济
1.
Discussion on assess index about
circular economy of geological survey;
矿产资源领域地勘循环经济评价指标体系的建立
2.
The guarantee of administration system to mineral resource
circular economy;
矿产资源循环经济的体制保证
3.
Research on Polygeneration System for circular economy in oilfield and petrochemical enterprises(Ⅰ):System integration and simulation;
油田石化企业实现循环经济的多联产系统研究(Ⅰ)——系统集成与模拟
4) cyclic economy
循环经济
1.
On the Development of Cyclic Economy in Mineral Areas Promoted by Industry Intergrowth;
以工业共生方式促进矿区循环经济的发展
2.
Developing comprehensive utilization of resources to form an enterprise chain for cyclic economy;
发展资源综合利用 打造循环经济产业链
3.
Developing cyclic economy and building green mines,the research and practice of environmental protection in Xincheng Gold Mine;
发展循环经济 打造绿色矿山——新城金矿环境保护工作的探索与尝试
5) recycling economy
循环经济
1.
The Study of evaluating index system of recycling economy in the realm of the mineral resources;
矿产资源领域循环经济评价指标体系探讨
2.
Replying to RoHS and developing recycling economy──discussion of two pop topics on electroplating cleaner production;
应对RoHS指令和发展循环经济──谈电镀清洁生产中的两个热门话题
3.
A preliminary discussion on recycling economy in paper industry——Also on the experience of some enterprises in implementing;
试论造纸工业循环经济——兼述部分企业的实施经验
6) circulation economy
循环经济
1.
Status of and improve suggestions for circulation economy development,energy saving and pollutant reducing of Anshan Iron & Steel Complex;
鞍钢循环经济与节能减排现状及改进建议
2.
Model research facing sustainable development on
circulation economy of coal mining area;
面向可持续发展的煤炭矿区循环经济模式研究
3.
Creativity and circulation economy-the only developing way of phosphorous chemical industry:Ⅰ.the integrated utilization of tail gas from yellow phosphor production and the technology of sintering ground phosphate rock;
创新和循环经济是磷化工发展的必由之路:Ⅰ.黄磷尾气的综合利用与粉状磷矿的烧结技术
补充资料:螺纹切削循环指令分析及应用
本文分析了FANUC数控系统中螺纹切削循环指令G92和G76的含义及区别,并就各自的加工特点及其对工件加工精度所产生的影响作了阐述。文章同时给出了如何合理地选用螺纹切削循环指令的参考方案。
在FANUC数控系统中,数控车床螺纹切削循环加工有两种加工指令:G92直进式切削和G76斜进式切削。由于切削刀具进刀方式的不同,使这两种加工方法有所区别,各自的编程方法也不同,工件加工后螺纹段的加工精度也有所不同。
一、 编程指令介绍
1. G92
(1)指令格式
G92 X(U)_Z(W)_R_F_
(2)指令功能
切削锥螺纹(包含圆柱螺纹),刀具从循环起点,按图1所示的走刀路线,最后返回到循环起点。图中虚线表示按R快速移动,实线按F指定的进给速度移动。
(3)指令说明
X、Z表示螺纹终点坐标值;U、W表示螺纹终点相对循环起点的坐标分量;R表示锥螺纹始点与终点在X轴方向的坐标增量(半径值),圆柱螺纹切削循环时R为零,可省略;F表示螺纹导程。

(4)进刀方式
在G92螺纹切削循环中,螺纹刀以直进的方式进行螺纹切削。总的螺纹切削深度(牙高)一般以常量值进行分配,螺纹刀双刃参与切削。每次的切削深度一般由编程人员在编程时给出,如图2所示。
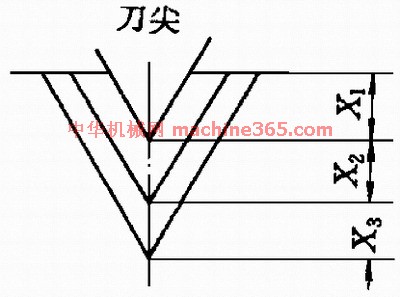
图2 直进式加工
2. G76
(1)指令格式
G76 P m r a QΔdmin Rd
G76 X(U) Z(W) Ri Pk QΔd Ff
(2)指令功能
该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线如图3所示。
(3)指令说明
m表示精加工重复次数;r表示斜向退刀量单位数(0.01~9.9f,以0.1f为一个单位,用00~99两位数字指定);a表示刀尖角度;Δdmin表示最小切削深度,当切削深度Δdn小于Δdmin,则取Δdmin作为切削深度;X表示D点的X坐标值;U表示由A点至D点的增量坐标值;Z表示D点Z坐标值;W表示由C点至D点的增量坐标值;i表示锥螺纹的半径差;k表示螺纹高度(X方向半径值);d表示精加工余量;F表示螺纹导程;Δd 表示第一次粗切深(半径值)。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条