2) femtosecond laser

飞秒激光
1.
A shortened procedure of micro-electromechanical systems fabrication by means of femtosecond laser;
飞秒激光实现微机电系统加工短流程工艺
2.
Experimental study on storage by femtosecond laser writing/reading in photochromic/photobleaching materials;
光致变色和光致漂白材料的飞秒激光写/读实验研究
3.
Morphology and mechanism of femtosecond laser-induced structural changes in lithium niobate crystal;
飞秒激光烧蚀LiNbO_3晶体的形貌特征与机理研究
3) femto-second laser
飞秒激光
1.
This paper describes the mechanism and dynamical process of the ablation of metals by femto-second laser, reviews recent research development in the formation of the microstructure in metals by femto-second laser and discusses the possibility of femto-second laser for precise micro-processing.
阐述了飞秒激光与金属相互作用的机理和动力学过程,介绍了飞秒激光特有的精密加工特性,归纳了飞秒激光诱导金属微结构的研究进展。
2.
The paper set forth femto-second laser micro-machining technology of the principle and characteristics, applications in micro-machine and micro-optics, and its progresses on machining are depicted.
本文阐述了飞秒激光微精细加工技术的原理特点,在微机械和微光学中的应用,及其在加工研究中取得的一些进展;提出一种基于计算机视觉、显微干涉及激光多普勒的MEMS的动态测试技术,实现MEMS器件平面运动幅度的快速测量、平面和离面运动的测量和离面运动的瞬态测量。
4) femtosecond laser pulse
飞秒激光
1.
Determination of air ionization threshold with femtosecond laser pulses;
飞秒激光激发空气电离的阈值研究
2.
Study of three-dimensional storage by parallel writing in PMMA with femtosecond laser pulses;
用飞秒激光脉冲在PMMA内页面式写入三维光存储的研究
5) femtosecond pulse laser
飞秒激光
1.
Femtosecond pulse laser has a lot of significant advantages, such as high peak value intensity ,precise ablation threshold ,limit thermal region ,high precision in micrometer level and so on.
飞秒激光具有极高的峰值强度,精确的损伤阈值,热影响区小,加工精度高等特点,引起国内外研究者的极大兴趣。
6) femtosecond lasers
飞秒激光
1.
We review the recent development of all solidstate femtosecond lasers.
综述全固化飞秒激光器的研究进展。
2.
Among these kinds of lasers, femtosecond lasers have extremely short pulse width (several femtosecond to hundreds of femtosecond) and highest peak power, the peak intensity of focused femtosecond laser is high to 10~(20)w/cm~2, such high peak power density is enough to ionize any materials.
近年来随着激光技术的发展,不同脉宽(从连续波到几飞秒)的脉冲激光可以精确地蚀除生物材料,其中飞秒激光在细胞纳米手术中突显了很大的优势,有着非常高的精确度和非常小的副作用,这使得飞秒激光在生命科学和激光医学等方面有着重要应用。
补充资料:长度计量技术:激光测长技术
利用激光单色性和方向性好的特性测量长度的长度计量技术。常用的方法有干涉法﹑扫描法﹑光强法和準直法等。
干涉法 利用光波干涉现象精密测长的方法。两束具有相同频率﹑相位和振动方向的光波S 1﹑S 2﹐经过不同的光程后在空间相交。当光程差等於波长整倍数时﹐波峰与波峰相遇叠加﹐光亮加强﹐出现亮的干涉条纹﹔当光程差等於半波长的奇倍数时﹐波峰与波谷相遇﹐光亮减弱﹐出现暗的干涉条纹。这种现象称为光波干涉现象(图1 光波干涉现象 )。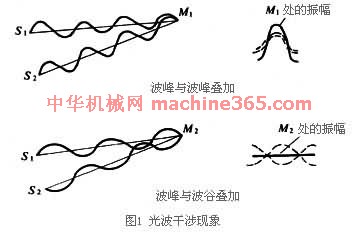 利用干涉法测量位移的原理(图2a 干涉法测量 )
利用干涉法测量位移的原理(图2a 干涉法测量 ) 是﹕从光源发出的光﹐经分光镜分为两路。一路透过分光镜射向可动反射镜1 ﹐另一路由分光镜反射到固定反射镜2﹐并分别从1和2反射回来﹐经过分光镜叠加在接受屏上。每当1移动1/2波长时﹐接受屏上的干涉条纹就会出现一次由暗到亮或者由亮到暗的变化。计算这些明暗变化次数就可以计算出1 的移动量。利用这一原理测量位移的光学系统称为迈克耳逊干涉系统。激光干涉仪就是用这个系统来测长的。
是﹕从光源发出的光﹐经分光镜分为两路。一路透过分光镜射向可动反射镜1 ﹐另一路由分光镜反射到固定反射镜2﹐并分别从1和2反射回来﹐经过分光镜叠加在接受屏上。每当1移动1/2波长时﹐接受屏上的干涉条纹就会出现一次由暗到亮或者由亮到暗的变化。计算这些明暗变化次数就可以计算出1 的移动量。利用这一原理测量位移的光学系统称为迈克耳逊干涉系统。激光干涉仪就是用这个系统来测长的。
此外﹐干涉法还可用於平面度测量和微量变形测量。后者是通过全息照相实现的(图2b 干涉法测量 )。 由激光器发出的光束经分光镜分为两路。一路经反射镜1反射后成为参考光束射向感光胶片﹐另一路经反射镜2反射后射向被测物﹐再由被测物反射后也射向感光胶片。此光束和参考光束在感光胶片上叠加后產生干涉图样。干涉图样的形状反映被测物反射光束与参考光束的相位差﹐从而反映被测物表面几何形状相互位置的关係。干涉图样的明暗对比程度反映被测物光的强弱(振幅的平方)。这样﹐被测物反射光波的全部信息就被记录下来。这种记录被测物光全部信息的胶片即称为全息照片。用激光照射全息照片﹐就能再现被测物光的立体图象。对被测物在不加载和加载变形条件下双重曝光全息照相后﹐可根据全息照片上的干涉图样计算出变形量﹐也可根据干涉条纹的异常变形分析出被测物的内部缺陷。
由激光器发出的光束经分光镜分为两路。一路经反射镜1反射后成为参考光束射向感光胶片﹐另一路经反射镜2反射后射向被测物﹐再由被测物反射后也射向感光胶片。此光束和参考光束在感光胶片上叠加后產生干涉图样。干涉图样的形状反映被测物反射光束与参考光束的相位差﹐从而反映被测物表面几何形状相互位置的关係。干涉图样的明暗对比程度反映被测物光的强弱(振幅的平方)。这样﹐被测物反射光波的全部信息就被记录下来。这种记录被测物光全部信息的胶片即称为全息照片。用激光照射全息照片﹐就能再现被测物光的立体图象。对被测物在不加载和加载变形条件下双重曝光全息照相后﹐可根据全息照片上的干涉图样计算出变形量﹐也可根据干涉条纹的异常变形分析出被测物的内部缺陷。
扫描法 利用激光方向性好这一特性形成的细光束扫描工件﹐测量工件的外径或厚度(图3 用扫描法测量工件的外径或厚度 )。 激光器发出的光束经準直透镜和迴转的透明四面棱体週期性地扫描工件外径﹐当扫描至工件边缘时﹐即被遮住。此时光电转换元件发出信号﹐电子计数器开始计算与四面棱体同轴安装的圆光栅副发生的莫尔条纹数﹐直至激光束扫描至工件另一边缘﹐光电转换元件发出计数终止信号为止。所得莫尔条纹总数经过当量转换后即得到被测外径值。也可利用其他方法﹐例如由音叉谐振產生激光束扫描运动和利用计时脉衝作为计数频率等。
激光器发出的光束经準直透镜和迴转的透明四面棱体週期性地扫描工件外径﹐当扫描至工件边缘时﹐即被遮住。此时光电转换元件发出信号﹐电子计数器开始计算与四面棱体同轴安装的圆光栅副发生的莫尔条纹数﹐直至激光束扫描至工件另一边缘﹐光电转换元件发出计数终止信号为止。所得莫尔条纹总数经过当量转换后即得到被测外径值。也可利用其他方法﹐例如由音叉谐振產生激光束扫描运动和利用计时脉衝作为计数频率等。
干涉法 利用光波干涉现象精密测长的方法。两束具有相同频率﹑相位和振动方向的光波S 1﹑S 2﹐经过不同的光程后在空间相交。当光程差等於波长整倍数时﹐波峰与波峰相遇叠加﹐光亮加强﹐出现亮的干涉条纹﹔当光程差等於半波长的奇倍数时﹐波峰与波谷相遇﹐光亮减弱﹐出现暗的干涉条纹。这种现象称为光波干涉现象(图1 光波干涉现象 )。
利用干涉法测量位移的原理(图2a 干涉法测量 )是﹕从光源发出的光﹐经分光镜分为两路。一路透过分光镜射向可动反射镜1 ﹐另一路由分光镜反射到固定反射镜2﹐并分别从1和2反射回来﹐经过分光镜叠加在接受屏上。每当1移动1/2波长时﹐接受屏上的干涉条纹就会出现一次由暗到亮或者由亮到暗的变化。计算这些明暗变化次数就可以计算出1 的移动量。利用这一原理测量位移的光学系统称为迈克耳逊干涉系统。激光干涉仪就是用这个系统来测长的。 此外﹐干涉法还可用於平面度测量和微量变形测量。后者是通过全息照相实现的(图2b 干涉法测量 )。
由激光器发出的光束经分光镜分为两路。一路经反射镜1反射后成为参考光束射向感光胶片﹐另一路经反射镜2反射后射向被测物﹐再由被测物反射后也射向感光胶片。此光束和参考光束在感光胶片上叠加后產生干涉图样。干涉图样的形状反映被测物反射光束与参考光束的相位差﹐从而反映被测物表面几何形状相互位置的关係。干涉图样的明暗对比程度反映被测物光的强弱(振幅的平方)。这样﹐被测物反射光波的全部信息就被记录下来。这种记录被测物光全部信息的胶片即称为全息照片。用激光照射全息照片﹐就能再现被测物光的立体图象。对被测物在不加载和加载变形条件下双重曝光全息照相后﹐可根据全息照片上的干涉图样计算出变形量﹐也可根据干涉条纹的异常变形分析出被测物的内部缺陷。 扫描法 利用激光方向性好这一特性形成的细光束扫描工件﹐测量工件的外径或厚度(图3 用扫描法测量工件的外径或厚度 )。
激光器发出的光束经準直透镜和迴转的透明四面棱体週期性地扫描工件外径﹐当扫描至工件边缘时﹐即被遮住。此时光电转换元件发出信号﹐电子计数器开始计算与四面棱体同轴安装的圆光栅副发生的莫尔条纹数﹐直至激光束扫描至工件另一边缘﹐光电转换元件发出计数终止信号为止。所得莫尔条纹总数经过当量转换后即得到被测外径值。也可利用其他方法﹐例如由音叉谐振產生激光束扫描运动和利用计时脉衝作为计数频率等。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条