|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) optical hard limiter

光学硬限幅器
1.
The upper-bounds on BER of OCDMA systems using the time spreading/wavelength hopping codes is investigated with or without using the optical hard limiter.
在对跳频扩时光码分多址系统是否使用光学硬限幅器的误码率上限进行理论分析的基础上,通过仿真给出了误码率随影响系统性能的各个参数以及有无光学硬限幅器时的变化曲线,并给出了相应的分析,得到了结果:减少码片之间的碰撞概率以及使用光学硬限幅器能有效地改善系统的性能。
2) optical hardlimiter
光硬限幅器
1.
This paper proposed an all-optical scheme of code conversion, which depends on optical hardlimiter and suit time coding OCDM system.
提出了一个全光的地址码转换方案 ,该方案依赖于光硬限幅器技术 ,适用于时域编码的 OCDM系统 。
3) optical hard-limiter
光硬限幅器
1.
A scheme of multi-wavelength optical code-division multiple-access(MW OCDMA) employing optical hard-limiters and RS code is proposed,and its performances of bit error rate(BER) and normalized throughput are analyzed.
提出了一种采用多个光硬限幅器和RS信道编码的多波长光码多分址(MW OCDMA)系统,理论分析了其误码率和(BER)和归一化吞吐量性能。
4) double optical hard-limiters
双光硬限幅器
5) Optical hard limiter (OHL)
光硬限幅器(OHL)
6) optical limiter
光学限幅器
1.
A new kind of optical limiter by using the energy transfer of incident beam to oscillation is proposed.
提出了一种利用光折变晶体光振荡的光学限幅器,在SBN晶体中得到了口字型和8字型光振荡通路,给出了光振荡的阈值条件以及作为光学限幅器的透射率与耦合系数的关系,并讨论了控制光振荡形式以改变限幅器性能的途径。
补充资料:超硬刀具及其在硬车削加工中的应用
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高温硬度、耐磨性和热化学稳定性,这为高硬度材料的切削加工提供了最基本的前提条件,并在生产中取得了明显效益。 超硬刀具及其选用 超硬刀具采用的材料及其刀具结构和几何参数是实现硬车削的基本要素,因此,如何选择超硬刀具材料,设计出合理的刀具结构和几何参数对稳定实现硬车削是十分重要的。 1,超硬刀具材料及其选用 涂层硬质合金 在韧性较好的硬质合金刀具上涂覆1层或多层耐磨性好的TiN、TiCN、TiAlN和Al3O2等,涂层的厚度为2~18µm,涂层通常具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面能有效地改善切削过程的摩擦和粘附作用,降低切削热的生成。 涂层按生成方法可分为物理气相沉积(PVD)与化学气相沉积(CVD)2种。PVD涂层(2~6µm)主要包括TiN、TiCN、TiAlN等,其成分还在不断地增加,如TiZrN。TiN和TiC涂层的最高压力分别可达到3580MPa和3775MPa,TiAlN涂层因缺乏可靠的弹性模量数据而得不到准确的压应力值,高速切削实验结果表明TiAlN性能最好。图1为这3种涂层硬度随温度变化的情况,在室温下硬度最高,当温度超过[Y;\时,TiAlN涂层的硬度高于TiCN和TiN涂层。图2为加工镍基高温合金Inconel178时用2种切削速度v1=193.5m/min和v2=380m/min条件下的刀具寿命,实验表明TiCN和TiAlN涂层的切削性能明显优于TiN涂层。 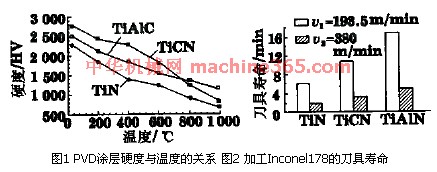
尽管PVD涂层显示出很多优点,但一些涂层如Al2O3和金刚石则倾向于采用CVD涂层技术。Al2O3是一种耐热和抗氧化很强的涂层,它能够将刀具体和切削产生的热量隔离开。通过CVD涂层技术,还可以综合各种涂层的优点,以达到最佳的切削效果,满足切削加工的需要。例如。TiN具有低摩擦特性,可减少涂层组织的损耗,TiCN可降低后刀面的磨损,TiC涂层硬度较高,Al2O3涂层具有优良的隔热效果等。
涂层硬质合金刀具与硬质合金刀具相比,无论在强度、硬度和耐磨性方面均有了很大提高。车削硬度在HRC45~55的工件,低成本的涂层硬质合金可实现高速车削。近年来,一些厂家应用改进涂层材料等方法,使涂层刀具的性能有了极大的提高。如美、日的一些厂家采用瑞士AlTiN涂层材料和新涂层专利技术生产的涂层刀片,硬度高达HV4500~4900,可在498.56m/min的速度时切削硬度HRC47~58的模具钢。在车削温度高达1500~1600°C时仍然硬度不降低、不氧化,刀片寿命为一般涂层刀片的4倍,而成本只有30%,且附着力好。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|