|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) user application modeling

用户应用模型
2) customer response model
用户响应模型
1.
Least-squares estimation of parameters of customer response models for peak and valley time-of-use electricity price
峰谷分时电价用户响应模型参数的最小二乘估计
3) user models
用户模型
1.
Discussions on development of user models for Aspen Plus;
Aspen Plus用户模型开发方法探讨
2.
The development of user models for chemical process simulative software Aspen Plus are discussed, and developing steps and writing method of the user models are introduced in this paper.
对化工过程模拟软件Aspen Plus的用户模型的开发进行了分析,探讨了AspenPlus用户模型开发步骤和编写方法。
4) user model
用户模型
1.
Study on knowledge need based on task class knowledge need model and user model;
基于任务类知识需求模板和用户模型的知识需求研究
2.
Study on user model of personalized service;
个性化服务用户模型研究
3.
Research of Ontology-based user model;
基于Ontology的用户模型研究
5) user profile
用户模型
1.
First,a user profile represented as a user s topics of interest vector is created by analyzing the user s click through data.
首先,通过分析用户查询历史和浏览记录建立代表用户模型的用户兴趣向量,在用户发出查询时用户的查询词根据用户兴趣向量被映射到兴趣分类上,最终根据面向用户排序算法将返回结果列表重新排序。
2.
In this paper,we introduced a kind of method to construct ontology based user profile of knowledge communities.
构建了一种基于本体的知识社群中的用户模型。
3.
Structure and mechanism of user profile in digital library personalized service is presented.
提出了一种数字图书馆个性化服务用户模型构架,并对实现过程中的几个关键问题,包括用户模型表示方法,用户模型的建立以及更新算法进行了详细论述。
6) user modeling
用户模型
1.
It proposes a method of adapting neural-based user modeling through combining manual modeling and automatic modeling.
研究将手工定制和系统自动建模相结合的自适应神经网络建模方法,根据用户浏览网页的信息提取表示网页特征的关键词及权重,转换成代表用户兴趣特征的概念特征关键词,从而动态调整神经网络的参数,修正用户模型,使神经网络的输出能随用户的兴趣而改变。
补充资料:用户宏在加工中心上的应用一例
这也是一篇来自生第一线的文章。在前面几期中,我们陆续刊登了几篇有关宏程序在加工对称零件编程中的应用方面的文章,读者对此非常喜欢,这从一个侧面反映出了宏程序应用范围的广泛,也从另一个侧面反映出读者对实用技术的迫切需求。
用户宏功能是多数数控系统所具备的辅助功能,合理地使用好该功能可以使加工程序得到大大简化。用户宏功能有A类和B类两种,用A类宏功能编译的加工程序,程序主体比较简单,但需记忆较多的宏指令,程序的可读性差,而用B类宏功能编译的程序,则具有较好的可读性,且只需记忆较少的指令代码。本例就使用B类宏功能编程,并通过详细的数学分析来说明用宏指令编程如何建立合理的数学模型。
一、应用实例 如图1所示的零件为一盘片零件的铸造模具,现要求在加工中心上加工15条等分槽(图中仅标注编程所需尺寸)。 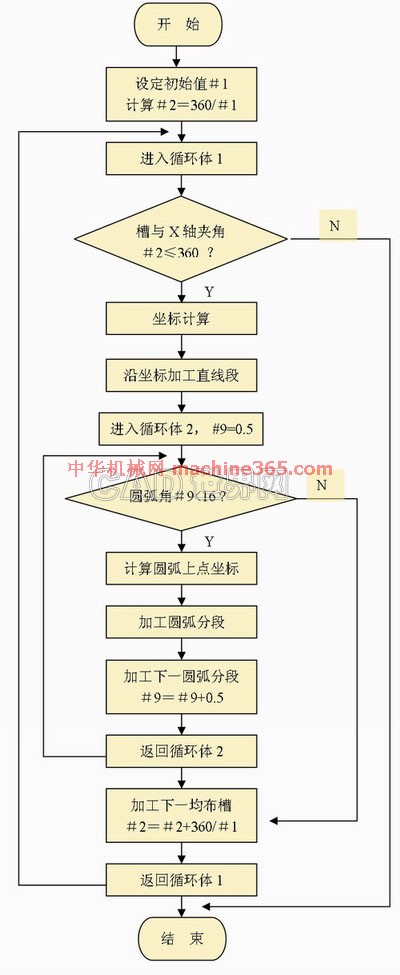
图1示例零件图
该零件决定在带有FANUC 15M数控系统的3000V上加工。该加工中心为3MX1.1M工作台的龙门加工中心。槽锥度14°及槽底圆弧由球头成形铣刀加工保证,不考虑刀具半径补偿(加工坐标如图中所示)。本例只编制最终精加工程序,之前的粗加工则可以通过该程序在Z方向上的抬刀来实现。 经过对FANUC15M数控系统功能的分析发现,加工R380圆弧时,由于R380不在某一基准平面,即无法用G17、G18或G19指定加工平面,因此R380圆弧不能直接使用G02或G03指令加工,只能将该圆弧分解为若干段直线段分别计算各端点坐标,再指令刀具按X、Y、Z方向进行直线加工,用直线逼近圆弧的方法最终形成R380圆弧。 首先计算出第一条槽各交点座标,并用极座标表示,圆周上各条槽对应点的极半径及Z深度均一致,仅角度有变化。图1中各点位置如下: a点极半径105,Z坐标-50;b点极半径282.417,Z坐标-34.478;c点极半径382, Z坐标-12;R380圆弧的圆心角为15.44°。 在加工时需将极坐标转换为直角坐标,转换时只要将各点极半径分别按偏移角度(程序中参数#2)投影至X、Y轴即可。 在加工R380时应将该圆弧分解成若干直线段,以G01方式来近似加工圆弧根据实际加工要求,圆弧每隔0.5°圆心角确定一点,计算出各点坐标然后以G01连接各点即可加工出R380圆弧(实际加工后圆弧符合图纸要求),如图2所示。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|