1) tool coordinate system

工具坐标系
1.
In order to overcome the difficulties,such as deviation of the tool coordinate system(TCS) in OLP system,deflection between OLP path and expected path etc,off-line programming of arc-welding robot,firstly,a method using seven teach points to calibrate the TCS of real robot was proposed,then the tool coordinate system of OLP system was calibrated with the real TCS calibration result.
对机器人离线编程的实用化技术进行了研究,针对在弧焊机器人上应用离线编程遇到的如离线系统中的工具坐标系误差大、离线编程所得路径相对于期望路径有偏移等问题,采用机器人在线示教的方式,通过7点法对机器人工具坐标系进行了标定,然后用标定结果修正了离线系统中的工具坐标系。
2) doubleFox software coordinate tool system
双狐坐标工具系统
3) workpiece coordinates
工件坐标系
1.
Three methods of workpiece coordinates establishing and tool compensating based on FUNUC 0iT NC system are presented in this paper.
文章介绍了三种基于FUNUC 0iT数控系统建立工件坐标系的方法和对刀具进行补偿的方法。
2.
The two methods of workpiece coordinates establishing and tool compensating based on FANUC 0iT NC system are presented.
介绍了2种基于FANUC 0iM数控系统建立工件坐标系的方法和对刀具进行补偿的方法。
4) workpiece coordinate system
工件坐标系
1.
Interpreter program design based on workpiece coordinate system;
工件坐标系编程的译码程序设计
2.
It is an important item to set tool and establish workpiece coordinate system in NC machining operation.
对刀建立工件坐标系是数控加工操作的重要内容。
3.
it is important matter that setup workpiece coordinate system in reason,thus make the best of coordinate system of the NC system and machine worktable that realize automatic machining of workpiece.
工件坐标系的合理设置是实施自动加工前须认真考虑的重要问题,而充分利用数控系统的坐标系功能和机床工作台整个区域来实现零件的自动化加工,是提高自动加工效率的措施之一。
5) part coordinate system
工件坐标系
1.
It is an important step to determine the origin of part coordinate system in CNC operations.
确定工件坐标系原点是数控加工中重要的一个步骤。
2.
To help the engineering-oriented men and students of vocational college master the process and principle of setting up part coordinate system for CNC machine,the paper describes the modes and processes of positioning of tool of different kinds of CNC machines.
为了帮助工程技术人员和职业院校的学生掌握数控机床通过对刀建立工件坐标系的过程和原理,阐述了不同类型数控机床的对刀方式和对刀过程,并在此基础上着重分析和总结了数控机床的工件坐标系的建立原理。
6) Construction coordinate system
施工坐标系
1.
As the survey localization datum system of the railway line survey, design, construction, operation and maintenance , the design plan of construction coordinate system of Passenger Dedicated Railway Line is whether reasonable, .
客运专线施工坐标系,作为铁路线路勘测、设计、施工、运营和养护维修的测 量定位基准系统,其设计方案是否合理,投影变形是否能够得到有效控制,将对铁路工程建设质鼍产生直接影 响。
2.
Therefore, tow relative independent construction coordinate systems were used in tunnel outside hole precise control survey to realize the required precision.
结合隧道洞外精密控制测量实例,设计2套相对独立、彼此存在重叠区的施工坐标系,有效实现对测区的精密控制,并对重叠区域角度、边长的改化进行了比较分析。
补充资料:长度测量工具:三坐标测量机
能在X﹑Y﹑Z 3个或3个以上坐标(圆转台的一个转轴习惯上也算作一个坐标)内进行测量的通用长度测量工具。主要用於测量复杂形状表面轮廓尺寸﹐例如透平叶片﹑显象管屏幕﹑凸轮和轿车等轮廓尺寸﹑箱体零件各孔的孔径和坐标尺寸等﹔还常与加工中心配套﹐成为柔性製造系统的一个组成部分。按自动化程度﹐三坐标测量机(简称测量机)一般分为手动的﹑自动的和计算机数字控制的3种。手动的由人工完成对被测长度的全部测量过程。自动测量机由测头自动完成对被测长度的瞄準定位﹐由人工完成其他测量过程。计算机数字控制测量机除具有自动瞄準定位的功能外﹐还能按照预先编制好的程序自动完成全部测量和计算过程。测量机按用途又可分为坐标测量机和万能测量机两类。前者是20世纪50年代中期出现的﹐常用於测量某种类型的工件﹐测量效率较高﹐适宜於在车间使用。这类测量机规格很多﹐测量范围可达10000×1600×1000毫米或更大。万能测量机是从坐标鏜床的基础上发展而来的﹐测量精度高﹐单坐标精度可达 2微米/1000毫米以上。它带有不同测头和较多附件如数字显示分度台﹑具有精密轴系的迴转工作台等﹐测量功能较多﹐适宜在计量室使用。
测量机按结构主要分为悬臂式﹑门式和单立柱式3种类型(图1 三坐标测量机的类型 )。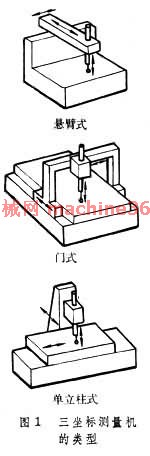 大﹑中型测量机常採用气浮导轨和花岗石做的工作台(图2 三坐标测量机的导轨和工作台 )。
大﹑中型测量机常採用气浮导轨和花岗石做的工作台(图2 三坐标测量机的导轨和工作台 )。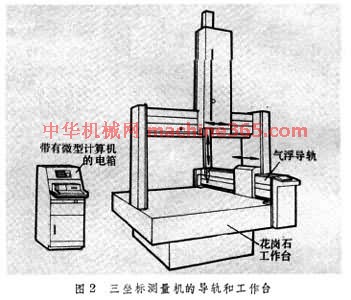 测量机的每个坐标各有独立的测量系统。常用的测头有刚性的﹑单向的﹑双向的﹑三向的和光学不接触的等。
测量机的每个坐标各有独立的测量系统。常用的测头有刚性的﹑单向的﹑双向的﹑三向的和光学不接触的等。
测量机一般都配备电子计算机。它可以根据测得的被测件上的三维坐标值﹐迅速地进行数学运算﹐计算出被测表面的几何尺寸和相互位置尺寸﹐通过阴极射线管(CRT)﹑打印机和X -Y 绘图仪等外围设备分别显示﹑打印出测量结果或描绘出被测图形。它还能自动补偿由於被测件定位不正确﹑测量曲面时由於测头曲率半径引起的测量误差和测量机本身的系统误差等。
70年代以来在测量机上广泛应用电子计算机后﹐它的性能和自动化程度都大为提高﹐使用范围也更广泛﹐已成为机械製造业中发展最快的现代量仪之一。(见彩图 三坐标测量机 )
测量机按结构主要分为悬臂式﹑门式和单立柱式3种类型(图1 三坐标测量机的类型 )。
大﹑中型测量机常採用气浮导轨和花岗石做的工作台(图2 三坐标测量机的导轨和工作台 )。测量机的每个坐标各有独立的测量系统。常用的测头有刚性的﹑单向的﹑双向的﹑三向的和光学不接触的等。 测量机一般都配备电子计算机。它可以根据测得的被测件上的三维坐标值﹐迅速地进行数学运算﹐计算出被测表面的几何尺寸和相互位置尺寸﹐通过阴极射线管(CRT)﹑打印机和X -Y 绘图仪等外围设备分别显示﹑打印出测量结果或描绘出被测图形。它还能自动补偿由於被测件定位不正确﹑测量曲面时由於测头曲率半径引起的测量误差和测量机本身的系统误差等。
70年代以来在测量机上广泛应用电子计算机后﹐它的性能和自动化程度都大为提高﹐使用范围也更广泛﹐已成为机械製造业中发展最快的现代量仪之一。(见彩图 三坐标测量机 )
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条