|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) module system

模块系统
1.
This paper study and implements the module system of it.
通过对其模块系统进行研究与实现,在实现过程中采用了将用户模块和系统模块分开存放、独立管理的策略,以便使这两部分模块可以被很好地扩充和管理;同时还设计了系统命令,以便及时了解模块运行情况。
2) System module
系统模块
1.
Combined with construction background of underlying geographic database in Yulin,this paper introduces its overall design from overall goals, the principle to design geographic database and the design of system module,and discusses the key technology of system implementation,in order to gradually build perfect urban geographic information system and achieve the goal of "digital Yulin".
结合榆林市基础地理数据库的建设背景,从总体目标、地理数据库设计的原则和系统模块设计等方面详细地介绍了榆林市基础地理数据库建设的总体设计,探讨了系统实现的关键技术,以逐步建立完善的城市地理信息系统,实现"数字榆林"的目标。
2.
On the basis of analysis of system module for digital resources metadata management, the system module construction and function were designed.
本文在分析数字资源元数据管理系统模板实际需求的基础上 ,进行了系统模块的结构设计和功能设计 ,并从元数据系统模板与应用模板建立、数据标引及数据审核发布等方面 ,阐述了系统模块的技术实现过
3) subsystem module
子系统模块
1.
SIMULINK offers ample simulation modules with typical characteristics,taking 555 timer as example,according to its constitutions and external characteristics,with modularization method,builds the subsystem module of dynatron,and tests,packs the module,constructs the 555 module based on this module,at last,builds the multivibrator simulation mode.
SIMULINK提供了丰富的典型特性的仿真模块,以555定时器为例,根据它的组成及器件外特性,采用模块化方法,构造三极管的仿真子系统模块,并测试、封装该模块,基于此模块,构造555模块,最后构建多谐振荡仿真模型。
4) system modularization
系统模块化
5) modular system
模块化系统
6) system modularity
系统模块性
补充资料:模块化的镗孔刀具刀柄系统
一般镗孔技术存在的问题 镗孔与外圆车削加工相比较,工作条件相对较差,主要表现有以下几个方面:
1. 一般需采用长径比较大的刀具,刀杆悬伸距离长,致使切削稳定性降低,容易产生振动,因此在加工中所选用的切削用量(切削速度、进给量、切深)比车外圆时要小,生产效率较低。
2. 镗刀因在半封闭状态下工作,排屑困难,特别是在加工孔径较小的工件时,切屑易缠绕在刀杆上。
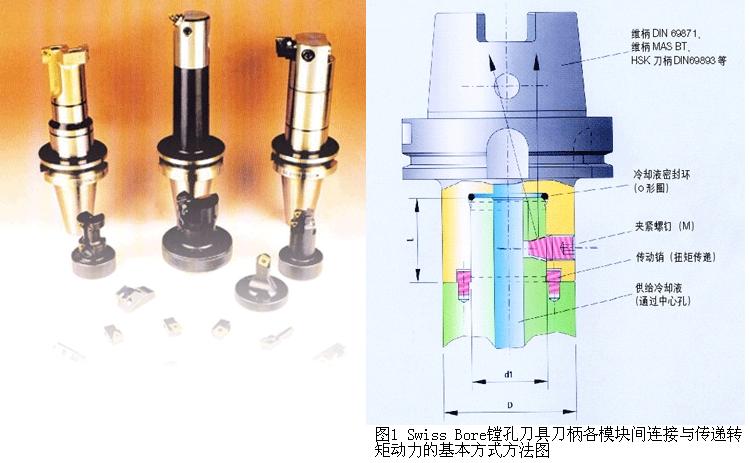
3. 镗刀在孔内加工,操作者看不见刀具实际的工作情况。 镗孔模块化技术 瑞士镗孔刀具刀柄公司(Swiss Bore Modular Tool Systems LTD.)是一家著名的专业从事制造镗孔加工用模块化刀具刀柄系统的公司。其产品特点是通过用模块结合方式方法将各种功能部件(包括与机床主轴相连接的主刀柄、接长杆、带整体连接附件的中间刀柄、加工臂架、夹持刀具的镗刀头、各类夹头、抗振及平衡用附件、镗刀杆、镗刀块、镗刀片等)结合起来,构成一个完整的刀具刀柄系统。它适应镗孔加工范围广,既能实现大幅度调整满足各种尺寸差异较大孔的加工,又能通过微调机构实现一定加工精度的要求。这套系统功能齐全,结构刚性高,操作简单方便。它主要用于加工中心,也可用于相适应的镗铣机床,适合在多品种、小批量柔性化生产线上使用,因可调适用加工孔径尺寸范围广,可节省大量刀具及相关费用,是此生产条件下非常理想的镗孔刀具刀柄系统。 刀柄与机床的连接
由图1上部可知,主刀柄与机床连接主要通过3种标准结构形式:
1.按7/24锥柄的DIN69871标准。一般SK刀柄、NT刀柄以及我国的JT刀柄均符合此标准,按此标准生产的机床主轴锥孔均可以直接使用。
2.按7/24锥柄的MAS BT标准。此标准广泛用于日本机床,许多其他国家机床主轴锥孔也有按此标准制作的。
3.按DIN69893制成的HSK系统。这是一种除锥面定位外,端面也参与定位的二面约束定位结构系统。如图1上部带缺口的锥形结构,内部是中空的,锥度1/10,锥部长度较短,机床HSK主轴锥孔可以与之很好的适应。
HSK刀柄系统的优点是: □ 可适应高速旋转,因高速旋转时锥孔由于离心力而扩张,但锥轴可因弹性恢复而与锥孔紧密接触;
□ 端面与锥面始终同时定位,安装刚性高;
□ 重复定位精度高,一般可控制在0.002mm以内;
□ 由于有辅助分离功能,即使在刀具热膨胀时,也能方便卸下;
□ 冷却系统完备,有中心供液与端面供液两种;
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|