1) shell parts
壳体类零件
1.
This article has been described new method how to use FOXBASE+ and AuToLISP to realize design of parameter senation of shell parts, expounded automatic mark of standard drawing frame and tolerance of shape and location as well as method of correct drawing hatch forthe function defect of AuToCAD software.
本文详述了用FoxBASE和AutoLISP实现壳体类零件的参数化设计新方法,并针对AutoCAD绘图软件功能的缺陷,论述了标准图框及形位公差的自动标注和正确绘制剖面线的方法。
2) aero-shell Part
航空壳体类零件
3) complex hull part
复杂壳体类零件
1.
According to the configuration ch ar acter,this paper proposes a way to build the3dimension parameter model of the complex hull parts in aeroengine.
该文根据航空发动机复杂壳体类零件的结构特点,利用特征集的思想,把复杂零件分解成若干类似零件的“小零件”,再通过特征简化和特征分解,把零件分解为一个个具体特征,建立起零件的特征树,然后按照层次关系分析每个特征的基准,构造出零件的基准体系框架,从而实现三维建模,形成了一套航空发动机复杂壳体类零件参数化建模的方法。
4) shell body
壳体
1.
The forming characteristics of the plastic water_tap shell body were analyzed.
分析了塑料水龙头外壳的成型特点 ,设计了壳体模具 ,介绍了模具的圆弧抽芯机构。
2.
The structure characteristics and technological requirement of the shell body of the electronic thermometer were analyzed.
分析了电子体温计壳体的结构特点、工艺要求 ,介绍了壳体注射模的结构及工作过程 ,着重介绍了浮动侧向抽芯脱模机构的特点及工作过
5) shell
壳体
1.
Technological analysis and drawing die design of complicated tube-shaped shell;
复杂筒形壳体的工艺分析和拉深成形模具设计
2.
Study on the characteristics of vibration and sound radiation of shell applying statistical energy analysis;
运用统计能量法研究壳体的振动与声辐射特性
3.
Digital CNC Manufacturing of Shell Aluminum Parts;
薄壁壳体类铝件的数控加工
6) housing
壳体
1.
Study on Precise Forming Methods of Air Bag Generator Housing;
安全气囊气体发生器壳体精密成形方法的研究
2.
Failure Analysis for Autom0bile Clutch Housing Cracking;
汽车离合器壳体开裂失效分析
3.
The reason about one kind of automobile clutch housing cracking is studied with FEA of elasticity.
运用弹性力学有限元方法,对某汽车离合器壳体开裂破坏的原因进行了研究,结果表明,开裂是由于在壳体的第一、二阶固有弯曲模态处出现了非正常受迫振动造成的,并对此提出了相应的改进措施。
参考词条
补充资料:壳体零件的复合挤压
[摘要]介绍了壳体事件的挤压复合成形工艺,分析了挤压加工与机加工两种加工方法的材料利用率,设计计算了壳体零件的挤压件田,并设计了模具结构。
[关键词]:壳体零件;复合挤压模;材料利用率
军工产品壳体零件如图1所示,该零件外径的尺寸精度为O.12mm,表面粗糙度要求较高,零件材料为高强度硬铝2A12。其成份为:铜3.9%-4.8%;镁1.2%-1.6%;锰O.3%-O.9%;其余为铝。这种材料可以进行热处理强化,有较高的强度和耐热性。
该零件如果用机加工制造.不仅需要添置较多的机加工设备,而且加工时间长,浪费材料。采用挤压加工工艺不仅流程简单,生产操作方便,而且金属的力学性能良好。
可以把该零件分为上、中、下3段圆环,用 ,分别表示上、中、下3段圆环的体积。该零件总的体积V为:
,分别表示上、中、下3段圆环的体积。该零件总的体积V为:


如果该零件机加工,假定单边加工余量为1.5mm,应该采用∮79×77mm的坯料,其体积为377429mm3。如果采用挤压加工,需要坯料有良好的流动性,所以在挤压前需要对坯料进行软化退火处理。其具体的退火热处理过程为:加热至410℃,保温6h,炉冷到150℃然后再空冷,这样软化处理后的硬度为53HB。退火热处理后的坯料,投有时效硬化现象,对于以后的冷挤压工序有利。
该壳体零件呈上杯下杆型,可进行复合挤压成型。挤压件底部厚度可以达到设计要求,不再需要机加工,大大节省了材料和工作量。零件的杆部为M10mm螺纹,无法挤压成型,可以后续机加工。
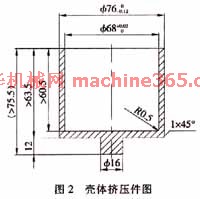
另外,在设计挤压件时要注意增加MlOmm杆部直径。因为如杆部太细,即使挤压件挤压成功,挤压件被顶料杆顶出时,也会在顶料力的作用下严重变形,使产品不合格。将杆部适当放粗至∮16mm。杆部的内孔直径为∮6.9mm,不宜挤压成型。因为如凸模工作部份顶墙尺寸太小,在挤压过程中容易断裂。
由于金属的各向异性,杯口部分不一定平整,所以要在杯的高度留加工余量1.5mm,以保证零件的外形尺寸。
挤压件如图2所示。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。