|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) pressure-carrying pipe in boiler

锅炉承压管
2) pressure boiler
承压锅炉
1.
The difference on the heating effect is provided using heat equation and transfer heat principle by Contrastive analysis for the hot water system by atmospheric pressure boiler and pressure boiler.
依据供暖系统热平衡和散热器的传热原理,在对常压锅炉与承压锅炉热水供暖系统和供暖参数进行对比的基础上,分析了二者的供暖效果,通过对系统的简化处理,计算出了在相同条件下两种不同系统所能达到的室内供暖温度差异,揭示了常压锅炉供暖系统供暖效果不佳的内在原因,并对常压锅炉供暖系统的设计提出建议。
2.
Compared with pressure boiler, normal pressure hot - water boiler is a kind of safer heat source.
常压热水锅炉相对于承压锅炉是一种安全的供热源。
3) main pressure parts of boiler
锅炉承压件
4) High Pressure Boiler Tube
高压锅炉管
1.
Status quo of the domestic high pressure boiler tube production is introduced.
介绍了目前国内高压锅炉管生产现状,就主要进口品种、规格、数量及国内高压锅炉管的质量,存在的差距等进行了分析,对高压锅炉管前景发展及相应产品生产所采用的国内外标准进行了阐述。
2.
Initiated T91 high pressure boiler tube steel into trial production.
为满足制造亚临界、超临界电站锅炉的需要,宝山钢铁股份有限公司钢管分公司近几年试制了T91高压锅炉管。
3.
The new high pressure boiler tube of Tube Company with whole-continue process control first time.
钢管公司新增高压锅炉管线首次实现了高压锅炉管全连续生产线的全线过程控制,该生产线以引进设备基础自动化为基础,结合国内设备基础自动化的改造,通过分区域进行管理和跟踪,最终形成全区域过程控制管理。
5) high-pressure boiler tube
高压锅炉管
1.
The general situation about development of SA-210C high-pressure boiler tubes was described.
介绍了衡管SA-210C高压锅炉管的产品开发情况。
6) high-pressure boiler tubes
高压锅炉管
1.
The demand for new high-pressure boiler tubes and the development of T23,T91 and T92 high-pressure boiler tubes by Baosteel are described.
介绍了我国电站锅炉向大容量、高参数发展趋势和对新型管材的要求,以及宝钢T23,T91,T92高压锅炉管新产品研制情况。
2.
With the development of boilers in thermal power stations towards great capacity and high steam pa rameters, new high-pressure boiler tubes for supercritical power generation are greatly needed during the manufac ture of boilers.
针对我国电站锅炉向大容量高参数的发展趋势及锅炉行业对制造超临界机组所需新型管材的迫切要求,宝山钢铁股份有限公司及时地研制出大容量电站锅炉用T91、T23高压锅炉管产品。
补充资料:燃料混合管压形缩管模
陕西科技大学(陕西咸阳 712081) 刘俊生 周明贵 张喜涛
[摘要] 介绍了一种在机械压力机上实现较长尺寸缩管工件的成形模结构。
关键词 闭合高度 缩管 脱模
1 引言
管材的缩管是常见的成形工艺,常用3种方法:1在缩管旋转机上进行;2在车床上旋压缩口,滚压加工;3用模具在压力机上进行。具体使用哪种方法,视工件要求而定。针对图1所示零件,采用压力机成形工艺比较合适。

根据零件尺寸,材料及计算结果,若在螺旋压力机或液压机上成形,由于工件成形所需压力很小,不能充分利用设备功率,且生产效率较低。故而选用机械压力机成形,模具设计中应重点解决由于工件缩管长度较长而引起的脱模困难,同时又要兼顾模具的闭合高度(在成形很小的情况下,模具闭合高度成为选用机床的主要因素)。
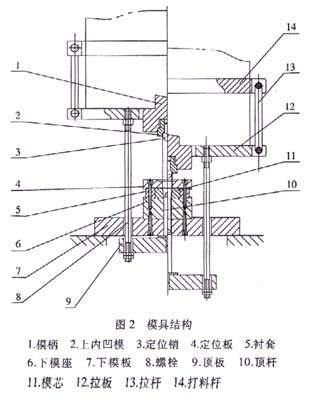
2 模具结构
模具结构如图2所示。上内凹模2直接装在模柄上,夹持于滑块中,利用滑块中的打杆槽,装有上拉料黠构,上拉料结构由打料杆14,拉杆13,拉板12,螺栓8,顶杆10组成。下模板固定于工作台面,顶板9位于台面漏料孔中。其特点是:
(1)利用冲床,滑块在缩门成形工序完成后拉动打料杆14,使与之连成一体顶杆10向上抬起,解决了由于工件缩口长度较长而引起的脱模困难。
(2)顶板9置于工作台漏料孔中,即有效利用机床闭合高度,又减少于模具体积。
3 工作过程
冲床滑块上升至上死点时,穿在滑块上的打料杆14带动上拉料组件以至最高点。放管材于定位板4的定位孔中。滑块下行,定位销3导正管材上端进入上凹模2定位孔中后,滑块施轴向力于管材端面.通过模芯11进行缩口,最后通过定位板4与上内凹模进行凸台压形,模芯11和上凹模2材料选用W18Cr4v,热处理硬度61—63HRC。同时,上拉料组件也随滑块一起下降之下死点,压形,缩口完成后,随着滑块一起上升的上拉料组件中的顶杆10抬起工件,取出工件。
4 效果
该模具装于400kN偏心冲床(闭合高度300mm,工作台孔直径∮200mm)上,经过近十万件产品的生产,模具基本完好,满足了生产的要求。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|