|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) aeronautical blade

航空叶片
1.
Precise forging process and simulation technology for aeronautical blade;
航空叶片的精锻工艺与模拟技术
2) aeroengine blade
航空发动机叶片
1.
Manufacturability evaluation method for aeroengine blade
面向航空发动机叶片的可制造性评价方法
3) aeroengine fan blades
航空发动机风扇叶片
4) turbine blade of aeroengine
航空发动机涡轮叶片
5) aerial negative film
航空底片
1.
Tensioning digital control system for aerial negative film tester;
航空底片测试仪的恒张力数字控制系统研制
6) aerial photograph
航空像片
1.
Emendation outdoors and drawing, ancient sites including known and possible sites were surveyed systematically in Shanghai region by interpretation of old aerial photograph, in which new information on the distribution rule of about 200 ancient sites was gained.
运用遥感考古技术 ,通过对七十年代航空像片的室内解译、野外实地验证和编绘成图 ,对上海地区的已知古遗址和可疑遗址进行了全面调查 ,共发现有古遗址特征的地点 2 0 0余个 ,为系统研究上海地区古遗址分布提供了新的资料 ,并为在本地区进一步开展遥感考古工作提出了建议。
2.
In this paper, according to the characteristics of central projection, aerial photographs were analyzed to discuss displacement of images under tilt conditin or caused by ground undulation, based on which the principles of tilt error and projection error were summarized.
这是使用航空像片时必须注意的基本问
补充资料:航空发动机叶片加工
本文是MasterCAM软件在航空领域的一个应用案例。文章从飞机发动机叶片的形状特点、加工过程中的难点、加工的具体方案与步骤,以及MasterCAM软件的多轴铣功能等方面进行了全面的叙述。
一、概述
飞机发动机的叶片大小不同,形状各异:从尺寸上看,大的叶片有250×60×10,小的只有30×10×5;从形状上看,带阻风台结构的稍复杂一些,需五轴联动铣削;不带阻风台的,用四轴加工即可。所有叶片都有一个特点:薄,加工时易变形。 叶片的毛坯均为合金铸件,加工工序比较复杂,从图纸到成品,一般都要经过40~60个工序。目前,发动机叶片(叶背、叶盆)的加工,大多采用三轴铣削,即在立式铣削中心(带旋转工作台)先铣叶背,然后转180゜,再铣叶盆。进汽边、出汽边以及叶根,在后续的工序中再处理。这种铣削方法装卡次数多,加工效率低,并且加工后叶片变形大,叶片截面形状与原设计有较大误差。 如果采用四轴联动铣削,一次装卡就可把叶背、叶盆、进出汽边以及叶根同时加工出来,并且加工后的叶片变形也很小。如果走刀路径设计的合理,加工后叶片表面的光洁度高,后续的辅助工序可以取消或减化,进汽边和出汽边也无需再处理。从整体来看,叶片的加工质量和效率都会大为提高。 四轴铣削叶片,理想的刀具路径如下: (1)四轴铣削叶背、叶盆时,刀具沿轴线螺旋走刀,从一端走到另一端; (2)再单独铣一次进、出汽边,刀具沿叶片轴线从一端铣到另一端,以保证进、出汽边的形状精度和表面光洁度; (3)铣削叶根的过渡面时,确保叶片两端的凸台不受损伤。 二、叶背、叶盆铣削 对于图1所示的叶片,可采用近似于螺旋的走刀路径。刀具相对于叶片绕轴线做旋转运动,同时间断地沿轴线作直线运动,如图1所示。采用这种走刀路径,叶片的变形小,质量可靠;叶背叶盆刀痕匀布,余量均匀,减少了后续打磨、抛光等工序的工作量,可明显地提高叶片的生产效率。并且,编制这种走刀路径,较编制螺旋走刀路径容易得多。 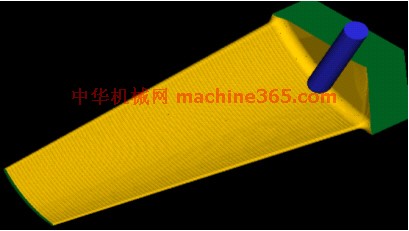
图1 叶片走刀路径
以下详细说明有关计算方法及参数的选择。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|