1) Initiative regeneration

主动再生
3) rebirth of the subject
主体再生
4) regenerative chatter
再生振动
1.
Mathematical models of cutting force,cutter deflection and cutting thickness resulted from regenerative chatter of an instant milling unit are deduced by studying on dynamics charcaters of up milling process.
研究逆铣加工过程动态特性,建立其铣削微元单位瞬态切削力、刀具偏心和再生振动引起的切削厚度数学模型。
2.
By considering synthetically influence of regenerative chatter theory and cutter deflection model on dynamic milling thickness, the formula of whole energy consumed in non-linear peripheral milling process is deduced.
综合考虑了再生振动效应与刀具偏心模型对动态铣削厚度的影响,建立了非线性立铣加工过程消耗能量表达式,以此作为目标函数提出了铣削振动状态预估与控制措施;利用铣削过程虚拟仿真系统对该方法的有效性和实用性进行了验证。
3.
In which the influence of regenerative chatter and cutter deflection model on dynamic milling process is considered comprehensively.
综合考虑再生振动效应和刀具偏心模型对动态铣削加工过程的影响,改进并建立具有较高预测精度的非线性圆周铣削力数学模型和铣削加工过程闭环控制系统。
5) regenerative brake
再生制动
1.
Analysis of regenerative brake system of hybrid bus based on Simulink-AMESim co-simulation;
基于Simulink-AMESim联合仿真的混合动力客车再生制动系统分析
2.
Study on regenerative brake of the inverter fed asynchronous motor and the energy feedback technology;
变频驱动异步电机再生制动及馈电技术
3.
Study on the Power-Train and Regenerative Brake Control Strategy of Hybrid Electric Bus;
混合动力公交车驱动与再生制动系统控制策略研究
6) regenerative braking
再生制动
1.
Motor and hydraulic braking force distribution in car regenerative braking system;
汽车再生制动系统机电制动力分配
2.
A control strategy for braking energy distribution and regenerative braking in a 4WD hybrid electric vehicle;
全轮驱动混合动力汽车再生制动系统控制策略
3.
Optimized regenerative braking strategy for a medium hybrid electric vehicle cruising downhill;
中度混合动力汽车匀速下坡再生制动策略优化
补充资料:长度计量技术:主动测量
机床或其他设备加工过程中的一种自动测量﹐也称在线测量。主动测量分为加工中主动测量和加工后主动测量两种。前者是指在加工的同时测量工件的尺寸和表面粗糙度等﹐并立即按测量所得信息调整加工条件﹐以保证不断加工出合格工件﹔加工后主动测量是指紧接在加工工序完毕后﹐在(或不在)加工设备上全部或抽样测量有关几何参数﹐并立即按测量所得信息调整加工条件﹐以不断加工出合格工件。主动测量把测量和加工过程结合在一起﹐能保证工件的精度和提高生產效率﹐预防废品﹐是一种积极的测量方法﹐故也称积极测量。
简史 20世纪30年代起﹐首先在汽车和轴承製造中应用主动测量。初期使用的是单点式和三点式主动量仪﹐採用百分錶作为指示部分。40年代起﹐由於电感式长度传感器和气动量仪的发展﹐开始应用两点式主动量仪。自60年代至70年代初期﹐磨床主动测量在大量生產中得到较广泛应用。70年代以后﹐由於数字控制机床等的发展﹐出现了採用光栅﹑感应同步器等测量系统的大量程主动测量。同时﹐激光测长技术也开始在主动测量中应用。
加工中主动测量 常用於磨削和珩磨加工中﹐主要有测轴﹑测孔和配磨主动测量。
测轴主动测量有两种。图1 三点式主动量仪测轴 为利用三点式主动量仪测轴﹐常用於普通外圆磨床上。测量时﹐用手把悬掛在外圆磨床砂轮罩上的三点式主动量仪的测量卡规卡在工件上﹐工件在磨削过程中的尺寸变化通过中继测杆由长度传感器转换为电信号﹐操作者根据指示表(图 三点式主动量仪测轴 中未表示)所示量值控制进给量(见切削用量)﹐直至达到预定尺寸。图2 两点式主动量仪测轴及配磨主动测量
为利用三点式主动量仪测轴﹐常用於普通外圆磨床上。测量时﹐用手把悬掛在外圆磨床砂轮罩上的三点式主动量仪的测量卡规卡在工件上﹐工件在磨削过程中的尺寸变化通过中继测杆由长度传感器转换为电信号﹐操作者根据指示表(图 三点式主动量仪测轴 中未表示)所示量值控制进给量(见切削用量)﹐直至达到预定尺寸。图2 两点式主动量仪测轴及配磨主动测量 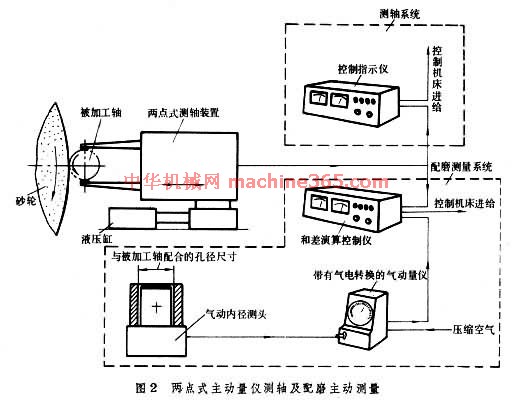 中测轴部分为两点式主动测量的工作原理。测量装置由液压系统或伺服电机操纵自动进入测量位置﹐把磨削过程中工件尺寸变化通过安装在其中的长度传感器转换为电信号﹐输入控制指示仪控制进给量直至达到预定尺寸﹐并控制测量装置自动退出测量位置。
中测轴部分为两点式主动测量的工作原理。测量装置由液压系统或伺服电机操纵自动进入测量位置﹐把磨削过程中工件尺寸变化通过安装在其中的长度传感器转换为电信号﹐输入控制指示仪控制进给量直至达到预定尺寸﹐并控制测量装置自动退出测量位置。
简史 20世纪30年代起﹐首先在汽车和轴承製造中应用主动测量。初期使用的是单点式和三点式主动量仪﹐採用百分錶作为指示部分。40年代起﹐由於电感式长度传感器和气动量仪的发展﹐开始应用两点式主动量仪。自60年代至70年代初期﹐磨床主动测量在大量生產中得到较广泛应用。70年代以后﹐由於数字控制机床等的发展﹐出现了採用光栅﹑感应同步器等测量系统的大量程主动测量。同时﹐激光测长技术也开始在主动测量中应用。
加工中主动测量 常用於磨削和珩磨加工中﹐主要有测轴﹑测孔和配磨主动测量。
测轴主动测量有两种。图1 三点式主动量仪测轴
为利用三点式主动量仪测轴﹐常用於普通外圆磨床上。测量时﹐用手把悬掛在外圆磨床砂轮罩上的三点式主动量仪的测量卡规卡在工件上﹐工件在磨削过程中的尺寸变化通过中继测杆由长度传感器转换为电信号﹐操作者根据指示表(图 三点式主动量仪测轴 中未表示)所示量值控制进给量(见切削用量)﹐直至达到预定尺寸。图2 两点式主动量仪测轴及配磨主动测量 中测轴部分为两点式主动测量的工作原理。测量装置由液压系统或伺服电机操纵自动进入测量位置﹐把磨削过程中工件尺寸变化通过安装在其中的长度传感器转换为电信号﹐输入控制指示仪控制进给量直至达到预定尺寸﹐并控制测量装置自动退出测量位置。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条