|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) explosive compressed pipe

爆压管
2) explosive pressing duct
爆压续接管
1.
Design and study of line clamp used in high voltage transmission line -the substitution for explosive pressing duct;
高压输电线路爆压续接管替代线夹的设计研究
2.
The line clamp designed in the article can take the place of the explosive pressing duct to take on the tensile force of line in working order.
设计的爆压管替代线夹,在电路正常运行的工况下替代爆压续接管承担导线的张力,从而达到保护线路和爆压管的目的。
3) tube-type explosive press
管式爆炸压力机
4) booster cavity
增压腔;传爆管腔
5) detonation pressure
爆压
1.
The corresponding connection of the gas concentration and its detonation pressure has been inquired into, based on a large number of experiments and theoretic analyse.
在理论分析及大量实验的基础上,探讨研究了煤气浓度与其爆炸压力的对应关系,结果表明,爆压沿煤气最佳浓度的两边递减,这对于深入认识多元爆炸性混合气体爆炸特性,预防这类爆炸事故的发生,具有一定的指导意义。
2.
Introduced are experimental principles of electrical detonators and detonation pressure of explosive fuses.
简要叙述电雷管、导爆索爆压的试验原理,通过试验制定合理的输出压力检测指标,对电雷管的不同部位产生的爆压进行分析,解决人们在生产和实践中存在的一些问题。
3.
Aim\ To study the scope of applications and the relation between the data measured from steel dent test and detonation pressure of explosives.
目的 对钢凹值与炸药爆压关系式的适用范围进行修正 。
6) pressed explosion
压爆
1.
The practiced experience in controling the pressed explosion of GTG primary.
文章着重论述了导致GTG起爆药压爆的影响因素并分析了其原因,还详细阐述了如何降低三压压爆频次的保证措施。
补充资料:燃料混合管压形缩管模
陕西科技大学(陕西咸阳 712081) 刘俊生 周明贵 张喜涛
[摘要] 介绍了一种在机械压力机上实现较长尺寸缩管工件的成形模结构。
关键词 闭合高度 缩管 脱模
1 引言
管材的缩管是常见的成形工艺,常用3种方法:1在缩管旋转机上进行;2在车床上旋压缩口,滚压加工;3用模具在压力机上进行。具体使用哪种方法,视工件要求而定。针对图1所示零件,采用压力机成形工艺比较合适。

根据零件尺寸,材料及计算结果,若在螺旋压力机或液压机上成形,由于工件成形所需压力很小,不能充分利用设备功率,且生产效率较低。故而选用机械压力机成形,模具设计中应重点解决由于工件缩管长度较长而引起的脱模困难,同时又要兼顾模具的闭合高度(在成形很小的情况下,模具闭合高度成为选用机床的主要因素)。
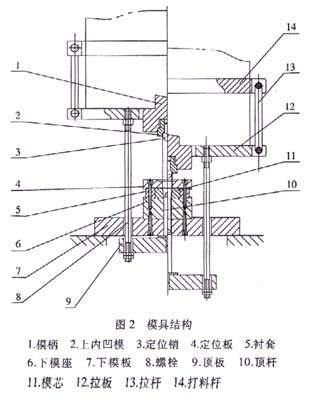
2 模具结构
模具结构如图2所示。上内凹模2直接装在模柄上,夹持于滑块中,利用滑块中的打杆槽,装有上拉料黠构,上拉料结构由打料杆14,拉杆13,拉板12,螺栓8,顶杆10组成。下模板固定于工作台面,顶板9位于台面漏料孔中。其特点是:
(1)利用冲床,滑块在缩门成形工序完成后拉动打料杆14,使与之连成一体顶杆10向上抬起,解决了由于工件缩口长度较长而引起的脱模困难。
(2)顶板9置于工作台漏料孔中,即有效利用机床闭合高度,又减少于模具体积。
3 工作过程
冲床滑块上升至上死点时,穿在滑块上的打料杆14带动上拉料组件以至最高点。放管材于定位板4的定位孔中。滑块下行,定位销3导正管材上端进入上凹模2定位孔中后,滑块施轴向力于管材端面.通过模芯11进行缩口,最后通过定位板4与上内凹模进行凸台压形,模芯11和上凹模2材料选用W18Cr4v,热处理硬度61—63HRC。同时,上拉料组件也随滑块一起下降之下死点,压形,缩口完成后,随着滑块一起上升的上拉料组件中的顶杆10抬起工件,取出工件。
4 效果
该模具装于400kN偏心冲床(闭合高度300mm,工作台孔直径∮200mm)上,经过近十万件产品的生产,模具基本完好,满足了生产的要求。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|