|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) computer aided process planning

CAPP
2) garment CAPP
服装CAPP
1.
Design of Garment CAPP Navigator;
服装CAPP导航工具设计
3) CAPP system
CAPP系统
1.
Study of selection of processing method of component side based on PNN in CAPP system;
基于概率神经网络的CAPP系统中零件表面加工方法选择的研究
2.
Developing of CAPP system for die forging on hammer;
锤上模锻CAPP系统的开发
3.
A group technology-based process planning for DJ-1 CAPP system;
基于成组技术的DJ-1CAPP系统工艺设计
4) Semi-generative type CAPP
半成式CAPP
5) generative CAPP
创成式CAPP
1.
In this paper the design principle of generative CAPP system and the process decision-making method based on constraint are discussed.
讨论了创成式CAPP的设计原理以及基于约束的工艺决策方法,根据集成化与实用化的思想并考虑到实际应用上的可行性,对简单零件进行了某种程度上的创成式设计。
2.
Based on CAPPFramework (a CAPP application framework and development platform), the key technologies of generative CAPP system are described in part information describing, knowledge processing, expert system.
结合 8 63目标产品CAPPFramework(CAPP应用框架和开发平台的开发 ) ,详细论述了创成式CAPP的关键技术 ,包括零件信息描述技术、知识处理技术、专家系统技术等。
6) creating CAPP
创成式CAPP
1.
The key problem of creating CAPP system based on numerical control machining——cutter selection is mainly talked about in this paper.
主要讨论了基于数控加工的箱体零件创成式CAPP系统中的关键问题——刀具选择。
2.
the key problem of case part creating CAPP system based on numerical control machining—cutter selection is mainly talked about.
主要讨论基于数控加工的箱体零件创成式CAPP系统中的关键问题——刀具选择。
3.
The key problem of creating CAPP system based on NC machining—cutter selection is discussed.
讨论基于数控加工的箱体零件创成式CAPP系统中的关键问题——刀具选择。
补充资料:杆类零件机械加工CAPP
摘要: 介绍了一种基于AutoCAD软件的连杆类零件的CAPP方法,此法具有设计周期短、劳动强度小、质量高的优点。
关键词: 连杆;CAPP 连杆是一种典型的杆类零件,一般由专业制造厂或专用生产线按照严格的工艺文件,经过三、四十道工序加工完成。如用人工进行工艺过程及文件设计,则劳动强度大,设计周期长,质量不容易保证。但采用计算机辅助工艺设计(CAPP)就能克服上述缺陷。由于相同结构连杆大小头孔及中心距的不同,其加工工艺要求主要表现在尺寸和公差的变化上,这样就为实现CAPP提供了较好的工艺条件,另外,随着AutoCAD12.0以上版本中的ADS和AutoCADSQL及其扩充ASE等开发接口的出现,就更为优质快捷实现CAPP提供了良好的技术条件。
1.1 系统的原理及构成
1.1 工作原理
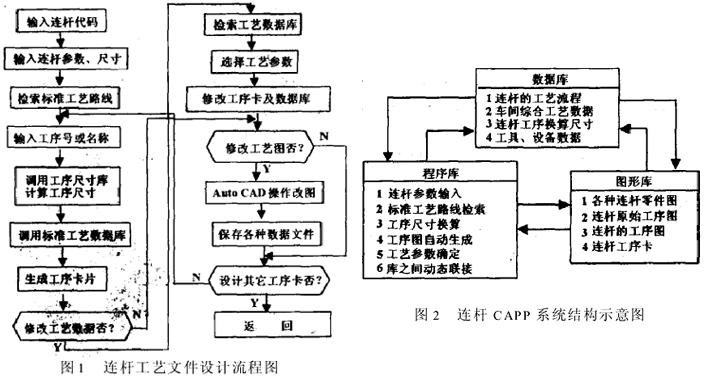
系统完全模拟工程技术人员人工设计连杆工艺过程的方法,在对某一道工序的工序卡进行自动或交互设计的过程中,完成与之有关的所有工艺文件的设计。其流程如图1所示。 1.2 总体结构
该系统由数据库、程序库及图形库组成,各库之间的数据可以动态连接,如图2所示。 2 连杆工艺数据的处理
2.1 标准工艺规程的确定
连杆的加工工艺具有很强的规律性,如把具体相同结构的连杆按型号归为一族,则他们的加工工艺路线相同,只是工艺数据和工序尺寸不同。因此当用户输入曲轴的型号后,系统即可根据这一参数在数据库中调用相应的工艺路线、工具和设备三个数据库,并从图形库中调用相应的原始工序图卡。系统中还建立了一个全面记录车间工艺数据的综合工艺数据库,以方便用户在工序卡设计中浏览,同时进行增补和修改。
2.2 工序尺寸的确定
参照连杆的幻灯片,在对话框中依次输入尺寸和公差,即可系统地得到最终的零件尺寸。根据反向编程原理,通过调用工序尺寸数据库中相应的余量和公差,计算出各个工序的加工尺寸和公差,并标注在工序图的相应位置上。工序换算尺寸库中的数据可根据连杆的类型和大小,由现场工艺师确定,同时通过数据库管理子系统还可以方便地修改或增加数据。
3 工艺数据的动态连接
3.1 标准工序卡的建立
在Auto CAD中按照连杆的形状建立标准的工序卡图形库,每一类型的标准工序为一个图文件,每一道工序的卡片占用一个以工序号为序号的图层,工序图未标注尺寸。工艺数据通过ASE为外部数据库动态连接后填写在工序卡上,首先初始化ASE,分别指定对应的标准工具、设备数据库,按照工序号搜索工具,量具和设备的数据,在卡片的相应位置以横格线为实体连接这一外部数据,并由数据加载命令写出。以这种方法写出所有图层的工艺数据,存盘退出时以图的形式保存工序卡和与外部数据库的动态连接。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|