1) recursive nesting

递归排样
2) Recursive Feature Elimination(RFE)
递归特征排除法
3) Full Permutation Recursive Algorithm
全排列递归算法
1.
Importance of Full Permutation Recursive Algorithm in Algorithm Teaching;
全排列递归算法在算法教学中的重要性
4) Recursive
[英][ri'kə:siv] [美][rɪ'kɝsɪv]
递归
1.
Edge-preserving recursive noise-removing algorithm and its applications in image processing;
边缘保持递归去噪算法及在图象处理中的应用
2.
The Recursive and Non-recursive Solution for Calendar of Round Robin;
循环赛日程表的递归和非递解
3.
Research and Realization of the General Recursive Algorithm of Traversing Binary Tree;
二叉树遍历的通用递归算法研究与实现
5) recurrence
[英][rɪ'kʌrəns] [美][rɪ'kɝəns]
递归
1.
one whose job is on software project usually use recurrence for finding the solution of a mathematical problem,so recurrence is easier to project than non-recurrence in finding the solution of complex problem.
利用递归求解是软件设计人员常用的方法,许多复杂问题的求解,递归比非递归容易设计。
2.
Recurrence is one of the important properties about AutoLISP language.
递归是AutoLISP语言的重要特性之一。
3.
A recurrence method of estimating multivariable integral is presented,which makes the programming easy and eliminates derivation of 3-subdivisional,integral and approximate equation.
给出了一种递归方法,用于多重积分数值计算。
6) recursion
[英][ri'kə:ʒən] [美][rɪ'kɝʒən]
递归
1.
Study on the algorithm of double identity tree-like data depth-sorting with recursion method;
利用递归法实现双编号树形数据深度排序的算法
2.
Algorithm of cycle and recursion by every vertex for getting Hamilton cycle;
逐点循环递归法求哈密顿回路
3.
The Non-recursion Algorithmic of Merging Sort;
归并排序法的非递归实现
补充资料:冲裁的排样方法
(一) 排样:
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
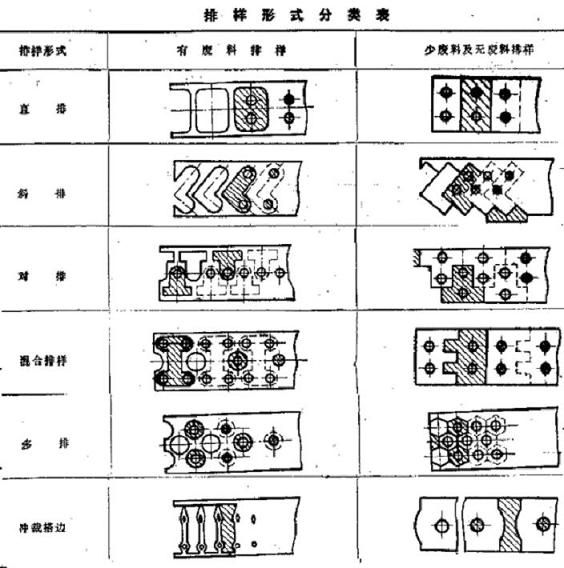
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。

直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
此主题相关图片如下:
直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条