1) overseas mould buyers

模具国外客户开发
2) Client Development Model
客户端开发模式
补充资料:高速模具:研磨系统的开发
前言
近年来,不断的对冲压模具研磨工程自动化进行检讨,并开发出应用自动机械技术的检具研磨机。外板模所特有的缓和曲面及平面的自动研磨已经实用化,而内板模所特有的线及极小R部的研磨必要部位,因为下述理由而尚未实用化。
自动机械教导操作性差
研磨时间长
研磨品质差
本公司的机电、工机部门对直接利用5轴自动机械及模具制品形状CAD资料的研磨CAM工法进行考察,以及探讨极小R部特有的研磨条,开发出解决这些问题的高速模具研磨机及CAM系统(图2)。
近年来,不断的对冲压模具研磨工程自动化进行检讨,并开发出应用自动机械技术的检具研磨机。外板模所特有的缓和曲面及平面的自动研磨已经实用化,而内板模所特有的线及极小R部的研磨必要部位,因为下述理由而尚未实用化。
自动机械教导操作性差
研磨时间长
研磨品质差
本公司的机电、工机部门对直接利用5轴自动机械及模具制品形状CAD资料的研磨CAM工法进行考察,以及探讨极小R部特有的研磨条,开发出解决这些问题的高速模具研磨机及CAM系统(图2)。


图1 必须研磨部位 图2 研磨系统的流程
表l实用化上的问题点和开发机械以及CAM系统的内容
| 实用化的问题点 | 开发机械及CAM系统 | |
| 自动机械教导操作性 | 因是直接教导,形状复杂的模具在教导操作上需要较多的时间。 | |
| 研磨时间 | 因是低速回转主轴,需要较长的研磨时间。 | |
| 研磨品质 |
图3 干涉检查模拟 图4 面直教导致的直接误差 图5 对应极小R之刀具的研磨
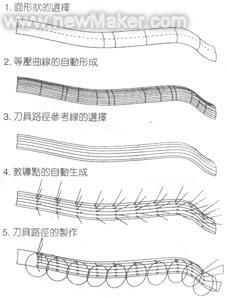
图6 CAM的面直教导
实用化上的问题点和开发机械以及CAM系统的内容
表1是实用化上的问题点和开发机械以及CAM系统的内容。
结论
1. 以利用CAD资料并经由CAM,可以不要教导来进行事前干涉检查。
2. 嵌入固定马达式高速主轴的开发,以及防止刀具阻塞的轴心冷却剂装备,缩短研磨时间。
3. 研磨自动机械及CAM可以确保刀具轴的面直精度以及进行研磨刀具的跑合性解析,可确保极小R部研磨品质。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条