|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) double U tube

双U形管
1.
Establishes an experiment system for single U tube,double U tube and tube-in-tube heat exchangers,studies the variation of the heat exchange with time during heat pump continuous and intermittent operating separately.
搭建了实验台,研究了单U形管、双U形管和套管换热器分别在热泵连续运行与间歇运行方式下换热量随时间的变化趋势。
2) Double bundle U tube exchanger
双管束U形管换热器
3) dual-U-shaped
双U形
1.
A helix dual-U-shaped structure is formed through intramolecular π-π interactions between p-Abs and phen.
对氨基苯磺酸(p-AbsH),邻菲咯啉(phen)与稀土硝酸盐在pH=6~7的水溶液中反应,合成了2个新颖的双U形单核配合物[Ln(O-p-Abs)2(phen)2(H2O)3](NO3)。
4) double U-tubes
双U管
1.
This paper analyzed the energy consumption of a system in operation status——the double U-tubes vertically buried tube ground-source heat pump system in an air force station of Chongqing.
基于重庆市某空军场站的双U管竖埋式土壤源热泵系统工程,对该系统冬季变工况下的运行能耗进行了分析。
5) U-tube
U形管
1.
Study on measuring pressure difference of pulsating flow by U-tube;
U形管测量脉动气流压差的研究
2.
Numerical Simulation on Flow Pressure Loss and Heat Transfer in U-tube;
U形管内流动阻力损失与传热的数值模拟
3.
A fracture mechanics finite element a- nalysis model of the longitudinal elliptical sur- face crack on U-tube has been made by putting singular elements along the front edge of the crack.
通过在裂纹尖端设置奇异单元,建立了受内压U形管弯管部分表面周向椭圆裂纹的断裂力学分析模型,运用有限单元方法对裂纹前沿各点应力强度因子进行了分析研究,得到了裂纹前沿最深点的应力强度因子修正系数F_I随R_i/T、a/b、a/t主而变化的曲线图谱。
6) U tube
U形管
1.
Gas volume fraction metering with U tube in low pressure annular-mist and wispy annular two-phase flow;
利用U形管测量低压环雾状流与液束环状流体积含气率
补充资料:燃料混合管压形缩管模
陕西科技大学(陕西咸阳 712081) 刘俊生 周明贵 张喜涛
[摘要] 介绍了一种在机械压力机上实现较长尺寸缩管工件的成形模结构。
关键词 闭合高度 缩管 脱模
1 引言
管材的缩管是常见的成形工艺,常用3种方法:1在缩管旋转机上进行;2在车床上旋压缩口,滚压加工;3用模具在压力机上进行。具体使用哪种方法,视工件要求而定。针对图1所示零件,采用压力机成形工艺比较合适。

根据零件尺寸,材料及计算结果,若在螺旋压力机或液压机上成形,由于工件成形所需压力很小,不能充分利用设备功率,且生产效率较低。故而选用机械压力机成形,模具设计中应重点解决由于工件缩管长度较长而引起的脱模困难,同时又要兼顾模具的闭合高度(在成形很小的情况下,模具闭合高度成为选用机床的主要因素)。
2 模具结构
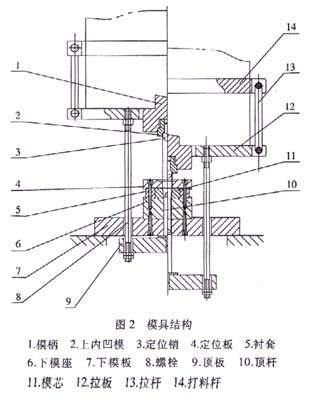
模具结构如图2所示。上内凹模2直接装在模柄上,夹持于滑块中,利用滑块中的打杆槽,装有上拉料黠构,上拉料结构由打料杆14,拉杆13,拉板12,螺栓8,顶杆10组成。下模板固定于工作台面,顶板9位于台面漏料孔中。其特点是:
(1)利用冲床,滑块在缩门成形工序完成后拉动打料杆14,使与之连成一体顶杆10向上抬起,解决了由于工件缩口长度较长而引起的脱模困难。
(2)顶板9置于工作台漏料孔中,即有效利用机床闭合高度,又减少于模具体积。
3 工作过程
冲床滑块上升至上死点时,穿在滑块上的打料杆14带动上拉料组件以至最高点。放管材于定位板4的定位孔中。滑块下行,定位销3导正管材上端进入上凹模2定位孔中后,滑块施轴向力于管材端面.通过模芯11进行缩口,最后通过定位板4与上内凹模进行凸台压形,模芯11和上凹模2材料选用W18Cr4v,热处理硬度61—63HRC。同时,上拉料组件也随滑块一起下降之下死点,压形,缩口完成后,随着滑块一起上升的上拉料组件中的顶杆10抬起工件,取出工件。
4 效果
该模具装于400kN偏心冲床(闭合高度300mm,工作台孔直径∮200mm)上,经过近十万件产品的生产,模具基本完好,满足了生产的要求。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|