1) sectional area of stock flow

料流切面
2) fashion fabric
流行面料
3) tangential flow ultrafiltration
切面流超滤
1.
The humic acids extracted from the Pahokee peat were separated into eight fractions by the tangential flow ultrafiltration with membranes of different pore size cutoffs (UF1:<1?k; UF2:1~3?k; UF3:3~5?k; UF4:5~10?k; UF5:10~30?k; UF6:30~50?k; UF7:50~100?k; UF8:>300?k).
使用切面流超滤方法,将Pahokee泥炭中分离出的腐殖酸分为具有不同相对分子质量的8个级分(UF1:<1k;UF2:1~3k;UF3:3~5k;UF4:5~10k;UF5:10~30k;UF6:30~50k;UF7:50~100k:UF8:>300k),表明该泥炭中的腐殖酸主要分布于几个高相对分子量级分中(UF5,UF6和UF8),可占所提取的腐殖酸质量的83 5%。
4) wall shear flow
壁面剪切流
5) Abrasive water jet cutting
磨料水射流切割
1.
Based on study and application,the conventional and special methods of the machining of FRP such as laser cutting,water jet cutting,and abrasive water jet cutting are introduced briefly in this paper.
本文在实际研究和应用的基础上,对玻璃钢的传统加工方法和特种加工方法,如激光切割、纯水射流切割和磨料水射流切割作了简要论述。
6) Abrasive waterjet cutting
磨料水射流切割
1.
First, the intensifier of abrasive waterjet cutting machine is analyzed in this dissertation.
本文对磨料水射流切割机中增压器部分做了详细研究。
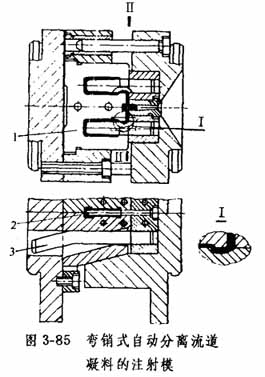
补充资料:自动分离流道凝料的注射模
利用模具(图3—85)注塑成型,创造矩形截面的简类制品,模具的结构保证在开模时自动从制品上切断流道凝料,而且在从凸模上卸下较深的薄壁制品时不会使制品产生残余变形和损伤。
制品的外表面由瓣模l成型,瓣模由弯销3闭合,弯销固定在定模上。分流道通过凸模(型芯)上的浇口槽从制品的内表面供料。
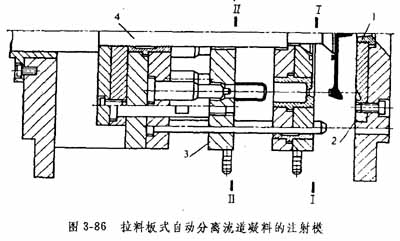
当沿B—B平面开模时凝料从主流道衬套中抽出。凸模从制品中抽出时自动切断凝料。制品在挠口切断的部位上得到光洁的表面,用肉眼几乎看不出绕口痕迹。当模具继续开模时弯销3作用在瓣模l上,将瓣模分开并使制品脱落。 图3—86的模具用来注塑成型罩类制品,模具的结构保证从制品上自动切断浇口和从凸模(型芯)上卸下制品。当沿I—I平面开模时流道凝料从制品上撕下,然从主流道衬套1中抽出并从拉料板2的凹槽中脱出。凝料抛落,沿B—B乎面开模,中心推杆4碰到注射机顶杆后停止运动,推件板3将制品从型芯上脱下。该结构能将较小的流线型外形的零件在其底都以点图3—87所示的模具[(a)——开模初期;(b)——闭模位置],用来制造中心部有孔的制品。模具的结构保证在开模过程中,使主流道衬套中的凝料从制品上自动切断。

当沿平面I—I开模时模板10与销12脱离接触,摇杆13在弹簧6的作用下转动,套8沿模具的纵向轴线移动并用刃部从制品上将浇口切断。当继续开模时连杆15碰到注射机顶杆,推出机构停住,推杆2将制品推出。然后,中心推杆3将凝料推出。闭模时套8在销12的作用下复位,推出机构由复值杆复位,中心推杆由弹簧11复位。
该结构的特点是,主流道衬套由两部分组成:固定在定模板9上的是不活动的套7;安装在模板10上的是活动套陀处在弹簧6的压力作用下。通过摇杆l 3、套4和5使活动的主流道衬套8在工作位置(闭模位置)定位。当销12运动时摇杆13相对于支柱l4转动。
制品的外表面由瓣模l成型,瓣模由弯销3闭合,弯销固定在定模上。分流道通过凸模(型芯)上的浇口槽从制品的内表面供料。
当沿B—B平面开模时凝料从主流道衬套中抽出。凸模从制品中抽出时自动切断凝料。制品在挠口切断的部位上得到光洁的表面,用肉眼几乎看不出绕口痕迹。当模具继续开模时弯销3作用在瓣模l上,将瓣模分开并使制品脱落。 图3—86的模具用来注塑成型罩类制品,模具的结构保证从制品上自动切断浇口和从凸模(型芯)上卸下制品。当沿I—I平面开模时流道凝料从制品上撕下,然从主流道衬套1中抽出并从拉料板2的凹槽中脱出。凝料抛落,沿B—B乎面开模,中心推杆4碰到注射机顶杆后停止运动,推件板3将制品从型芯上脱下。该结构能将较小的流线型外形的零件在其底都以点图3—87所示的模具[(a)——开模初期;(b)——闭模位置],用来制造中心部有孔的制品。模具的结构保证在开模过程中,使主流道衬套中的凝料从制品上自动切断。
当沿平面I—I开模时模板10与销12脱离接触,摇杆13在弹簧6的作用下转动,套8沿模具的纵向轴线移动并用刃部从制品上将浇口切断。当继续开模时连杆15碰到注射机顶杆,推出机构停住,推杆2将制品推出。然后,中心推杆3将凝料推出。闭模时套8在销12的作用下复位,推出机构由复值杆复位,中心推杆由弹簧11复位。
该结构的特点是,主流道衬套由两部分组成:固定在定模板9上的是不活动的套7;安装在模板10上的是活动套陀处在弹簧6的压力作用下。通过摇杆l 3、套4和5使活动的主流道衬套8在工作位置(闭模位置)定位。当销12运动时摇杆13相对于支柱l4转动。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条