1) deburring
去毛刺加工
2) de-hairing,unhair,unhairing,fellmonger,fellmongering
去毛
3) burring,deburr
去毛边,去毛刺
4) Deburring
去毛刺
1.
This paper develops a devise deburring the edge and burr of revolving parts,which makes emery into semi-liquid mortar.
并与砂轮齿轮倒角技术进行了对比,总结出了柔性研磨回转体去毛刺技术的优点。
2.
PLC control system of a deburring equipment with abrasive material is introduced.
介绍了一种磨料刷去毛刺设备的PLC控制系统,给出了电控系统主电路及控制电路。
3.
How to choose a prescription of electrolyte and technology parameters suitable for materials to be machined, is a key problem in electrochemical deburring.
大批量生产的齿轮去毛刺可以采用电化学方法。
5) burring
去毛刺
1.
The ensemble structure and working principle of clip electrochemical burring device are discussed in detail.
详细论述了夹片电化学去毛刺装置的总体结构、工作原理,整个装置由间歇往复输送机构、夹片模具、电解液循环装置和清洗装置组成,最后对间歇往复输送机构、夹片模具等进行设计计算。
6) deburrer
去毛刺机
1.
The piston rod steering structure analysis of disc type deburrer for billets;
连铸坯圆盘式去毛刺机活塞杆导向结构分析
参考词条
补充资料:特种加工:电解去毛刺
利用电解作用去除金属零件毛刺的一种电解加工方法﹐英文简称ECD。
图 电解去毛刺原理图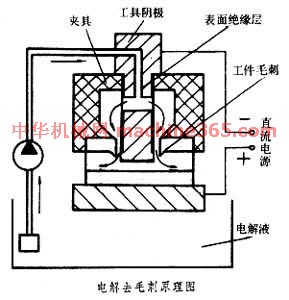 为电解去毛刺的原理。将工具阴极(一般用黄铜)固定放置在工件有毛刺的部位附近﹐两者相距一定的间隙(一般为0.3~1毫米)。工具阴极的导电部分对准毛刺棱边﹐其它表面用绝缘层覆盖起来﹐使电解作用集中在毛刺部分。加工时工具阴极接直流电源负极﹐工件接直流电源正极。压力为 0.1~0.3兆帕的低压电解液(一般用硝酸钠或氯酸钠水溶液)流过工件与阴极之间。当接通直流电源后﹐毛刺便产生阳极溶解而被去除﹐被电解液带走。电解液有一定腐蚀性﹐工件去毛刺后应经过清洗和防锈处理。电解去毛刺适用于去除零件中隐蔽部位交叉孔或形状复杂零件的毛刺﹐生产效率高﹐去毛刺时间一般只需几秒至几十秒。这种方法常用于齿轮﹑花键﹑连杆﹑阀体和曲轴油路孔口等去毛刺﹐以及尖角倒圆等。缺点是零件毛刺的附近也受到电解作用﹐表面会失去原有光泽﹐甚至影响尺寸精度。
为电解去毛刺的原理。将工具阴极(一般用黄铜)固定放置在工件有毛刺的部位附近﹐两者相距一定的间隙(一般为0.3~1毫米)。工具阴极的导电部分对准毛刺棱边﹐其它表面用绝缘层覆盖起来﹐使电解作用集中在毛刺部分。加工时工具阴极接直流电源负极﹐工件接直流电源正极。压力为 0.1~0.3兆帕的低压电解液(一般用硝酸钠或氯酸钠水溶液)流过工件与阴极之间。当接通直流电源后﹐毛刺便产生阳极溶解而被去除﹐被电解液带走。电解液有一定腐蚀性﹐工件去毛刺后应经过清洗和防锈处理。电解去毛刺适用于去除零件中隐蔽部位交叉孔或形状复杂零件的毛刺﹐生产效率高﹐去毛刺时间一般只需几秒至几十秒。这种方法常用于齿轮﹑花键﹑连杆﹑阀体和曲轴油路孔口等去毛刺﹐以及尖角倒圆等。缺点是零件毛刺的附近也受到电解作用﹐表面会失去原有光泽﹐甚至影响尺寸精度。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。