1) consumable rod friction welding

耗材摩擦焊
2) frictional power consumption
摩擦功耗
1.
The frictional power consumption in piston ring group were analyzed.
根据流体动力润滑理论与活塞环载荷方程,分析了一个气环与两个气环的不同摩擦功耗。
3) friction loss
摩擦损耗
1.
The failure of connecting rod bearing shell of engine induced by friction loss was studied using linearial mechanics,and the reason for producing of microcrack was analyzed.
采用线性力学的方法对发动机连杆轴瓦摩擦损耗导致的疲劳破坏失效问题进行了研究,对微裂纹形成的原因进行了分析,经过试验证明可以通过降低摩擦损耗区内的单位分布能量,以及提高材料抗生成、扩展初始微裂纹的能力的方法来提高连杆轴瓦的使用寿命。
2.
This paper analyze the relation between the scroll s geometric parameter and the friction loss,leakage loss in scroll compressor with a self-adjusting mechanism for backpressure.
分析了具有背压腔结构的基圆渐开线型立式涡旋压缩机涡盘摩擦损耗、动静涡盘间的泄漏损耗与涡盘几何参数的关系,得出总有一组涡盘几何参数在满足压缩机设计要求和加工工艺要求下,能使涡盘上产生的摩擦损耗和泄漏损耗之和最小的结论,提出了基于涡盘上产生的摩擦损耗和泄漏损耗之和最小的涡盘几何参数的设计方法。
4) friction energy dissipation
摩擦耗能
1.
The application method of friction energy dissipation in structural seismic strengthening is discussed.
探讨摩擦耗能减震技术在结构抗震加固中的应用方法。
2.
In this paprer, a parametric optimistion method of friction energy dissipation bracing based on elasto plastic time history analysis of a structure is presented.
本文建立了用于结构弹塑性时程分析的耗能机构参数优化方法,通过约束条件限制结构体系在整个地震时程中的最大层间位移角和层间侧移延性比,用多层复形法对摩擦耗能机构参数进行优化。
5) friction power loss
摩擦功耗
1.
The result shows that friction power loss of mechanical seal is less than that of O-ring.
结果表明, 使用机械密封的摩擦功耗比橡胶O形圈的少, 采用机械密封可以提高水下航行器的航程。
2.
in the past, only the fluid shearing stress of lubricant oil between piston ring andcylinder wall was calculated in order to decide the friction power loss of engine.
以往在计算内燃机活塞环-缸套摩擦副的摩擦功耗时,只是计算活塞环与缸套之间流体润滑剂的粘性剪应力,这显然不能客观地反映出该摩擦副的润滑状态。
3.
A formula of the friction power loss is derivated from L.
选择牛顿内摩擦模型 ,Langevins和 Navier-Stokes方程导出了磁粒子的旋转摩擦功耗公式 ,并由实验进行了验证 。
补充资料:焊接:摩擦焊
利用工件端面相互摩擦產生的热量使之达到塑性状态﹐然后顶锻完成焊接的方法。车削工件时切屑往往牢牢地黏在刀头上﹐轴与轴瓦之间润滑不良时也会產生局部焊合﹐摩擦焊就是从这些现象出发而发明的。摩擦焊可分为连续驱动摩擦焊和惯性摩擦焊两种。①连续驱动摩擦焊﹕由电动机带动一个工件旋转﹐同时把另一工件压向旋转工件﹐使其接触面相互摩擦產生热量和一定塑性变形﹐然后停止旋转﹐同时施加顶锻压力完成焊接(图1 连续驱动摩擦焊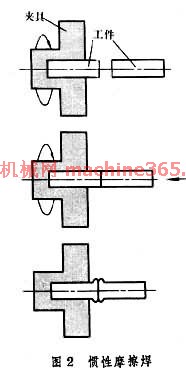 )。焊接质量与转速﹑摩擦时间﹑摩擦压力﹑顶锻压力和工件顶锻变形量有关。②惯性摩擦焊﹕由电动机驱动飞轮达到要求的转速﹐然后把一个工件压向夹持在飞轮轴上的转动工件﹐工件间的摩擦阻力使飞轮减速﹐并将飞轮的动能转换成焊接所需的热能(图2 惯性摩擦焊
)。焊接质量与转速﹑摩擦时间﹑摩擦压力﹑顶锻压力和工件顶锻变形量有关。②惯性摩擦焊﹕由电动机驱动飞轮达到要求的转速﹐然后把一个工件压向夹持在飞轮轴上的转动工件﹐工件间的摩擦阻力使飞轮减速﹐并将飞轮的动能转换成焊接所需的热能(图2 惯性摩擦焊 )。焊接质量与飞轮惯性矩﹑转速和顶锻力有关。摩擦焊所用的摩擦焊机包括驱动系统(惯性摩擦焊机还包括飞轮)和加压装置。全自动焊机还有上﹑下料装置﹑去飞边装置和参数自动监控系统。摩擦焊适合於焊接杆件和管件﹐工艺简单﹑质量好﹐劳动条件好﹐生產率高﹐耗电量少﹐易於机械化和自动化。摩擦焊在工厂生產线上广泛用於发动机燃烧室﹑排气阀﹑轴﹑轴套﹑杆件﹑管子与法兰﹑石油钻杆和钻芯的连接和变截面杆件的连接。接头焊后不会產生金属间化合物。摩擦焊也常用於异种金属焊接﹐如铝与铜﹑钢﹑镍﹑镁合金﹔铜与钢﹑银等。摩擦焊在铝-铜导线过渡接头的焊接方面应用尤广。惯性摩擦焊也可焊接直径为 100毫米的棒材或截面积为60厘米2的管件。
)。焊接质量与飞轮惯性矩﹑转速和顶锻力有关。摩擦焊所用的摩擦焊机包括驱动系统(惯性摩擦焊机还包括飞轮)和加压装置。全自动焊机还有上﹑下料装置﹑去飞边装置和参数自动监控系统。摩擦焊适合於焊接杆件和管件﹐工艺简单﹑质量好﹐劳动条件好﹐生產率高﹐耗电量少﹐易於机械化和自动化。摩擦焊在工厂生產线上广泛用於发动机燃烧室﹑排气阀﹑轴﹑轴套﹑杆件﹑管子与法兰﹑石油钻杆和钻芯的连接和变截面杆件的连接。接头焊后不会產生金属间化合物。摩擦焊也常用於异种金属焊接﹐如铝与铜﹑钢﹑镍﹑镁合金﹔铜与钢﹑银等。摩擦焊在铝-铜导线过渡接头的焊接方面应用尤广。惯性摩擦焊也可焊接直径为 100毫米的棒材或截面积为60厘米2的管件。
)。焊接质量与转速﹑摩擦时间﹑摩擦压力﹑顶锻压力和工件顶锻变形量有关。②惯性摩擦焊﹕由电动机驱动飞轮达到要求的转速﹐然后把一个工件压向夹持在飞轮轴上的转动工件﹐工件间的摩擦阻力使飞轮减速﹐并将飞轮的动能转换成焊接所需的热能(图2 惯性摩擦焊 )。焊接质量与飞轮惯性矩﹑转速和顶锻力有关。摩擦焊所用的摩擦焊机包括驱动系统(惯性摩擦焊机还包括飞轮)和加压装置。全自动焊机还有上﹑下料装置﹑去飞边装置和参数自动监控系统。摩擦焊适合於焊接杆件和管件﹐工艺简单﹑质量好﹐劳动条件好﹐生產率高﹐耗电量少﹐易於机械化和自动化。摩擦焊在工厂生產线上广泛用於发动机燃烧室﹑排气阀﹑轴﹑轴套﹑杆件﹑管子与法兰﹑石油钻杆和钻芯的连接和变截面杆件的连接。接头焊后不会產生金属间化合物。摩擦焊也常用於异种金属焊接﹐如铝与铜﹑钢﹑镍﹑镁合金﹔铜与钢﹑银等。摩擦焊在铝-铜导线过渡接头的焊接方面应用尤广。惯性摩擦焊也可焊接直径为 100毫米的棒材或截面积为60厘米2的管件。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条