1) laser cutting technology

激光裁剪技术
1.
The laser cutting technology of fabric controlled by the PLC is studied.
研究了基于PLC控制的织物面料激光裁剪技术。
2) laser cutting
激光裁剪
4) tailoring technology
剪裁技术
5) laser cutter
激光裁剪刀
6) laser beam pattern cutter
激光裁剪机
补充资料:长度计量技术:激光测长技术
利用激光单色性和方向性好的特性测量长度的长度计量技术。常用的方法有干涉法﹑扫描法﹑光强法和準直法等。
干涉法 利用光波干涉现象精密测长的方法。两束具有相同频率﹑相位和振动方向的光波S 1﹑S 2﹐经过不同的光程后在空间相交。当光程差等於波长整倍数时﹐波峰与波峰相遇叠加﹐光亮加强﹐出现亮的干涉条纹﹔当光程差等於半波长的奇倍数时﹐波峰与波谷相遇﹐光亮减弱﹐出现暗的干涉条纹。这种现象称为光波干涉现象(图1 光波干涉现象 )。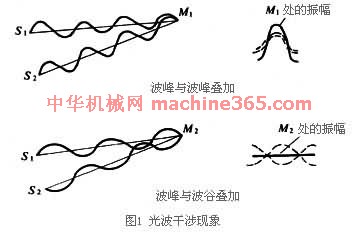 利用干涉法测量位移的原理(图2a 干涉法测量 )
利用干涉法测量位移的原理(图2a 干涉法测量 ) 是﹕从光源发出的光﹐经分光镜分为两路。一路透过分光镜射向可动反射镜1 ﹐另一路由分光镜反射到固定反射镜2﹐并分别从1和2反射回来﹐经过分光镜叠加在接受屏上。每当1移动1/2波长时﹐接受屏上的干涉条纹就会出现一次由暗到亮或者由亮到暗的变化。计算这些明暗变化次数就可以计算出1 的移动量。利用这一原理测量位移的光学系统称为迈克耳逊干涉系统。激光干涉仪就是用这个系统来测长的。
是﹕从光源发出的光﹐经分光镜分为两路。一路透过分光镜射向可动反射镜1 ﹐另一路由分光镜反射到固定反射镜2﹐并分别从1和2反射回来﹐经过分光镜叠加在接受屏上。每当1移动1/2波长时﹐接受屏上的干涉条纹就会出现一次由暗到亮或者由亮到暗的变化。计算这些明暗变化次数就可以计算出1 的移动量。利用这一原理测量位移的光学系统称为迈克耳逊干涉系统。激光干涉仪就是用这个系统来测长的。
此外﹐干涉法还可用於平面度测量和微量变形测量。后者是通过全息照相实现的(图2b 干涉法测量 )。 由激光器发出的光束经分光镜分为两路。一路经反射镜1反射后成为参考光束射向感光胶片﹐另一路经反射镜2反射后射向被测物﹐再由被测物反射后也射向感光胶片。此光束和参考光束在感光胶片上叠加后產生干涉图样。干涉图样的形状反映被测物反射光束与参考光束的相位差﹐从而反映被测物表面几何形状相互位置的关係。干涉图样的明暗对比程度反映被测物光的强弱(振幅的平方)。这样﹐被测物反射光波的全部信息就被记录下来。这种记录被测物光全部信息的胶片即称为全息照片。用激光照射全息照片﹐就能再现被测物光的立体图象。对被测物在不加载和加载变形条件下双重曝光全息照相后﹐可根据全息照片上的干涉图样计算出变形量﹐也可根据干涉条纹的异常变形分析出被测物的内部缺陷。
由激光器发出的光束经分光镜分为两路。一路经反射镜1反射后成为参考光束射向感光胶片﹐另一路经反射镜2反射后射向被测物﹐再由被测物反射后也射向感光胶片。此光束和参考光束在感光胶片上叠加后產生干涉图样。干涉图样的形状反映被测物反射光束与参考光束的相位差﹐从而反映被测物表面几何形状相互位置的关係。干涉图样的明暗对比程度反映被测物光的强弱(振幅的平方)。这样﹐被测物反射光波的全部信息就被记录下来。这种记录被测物光全部信息的胶片即称为全息照片。用激光照射全息照片﹐就能再现被测物光的立体图象。对被测物在不加载和加载变形条件下双重曝光全息照相后﹐可根据全息照片上的干涉图样计算出变形量﹐也可根据干涉条纹的异常变形分析出被测物的内部缺陷。
扫描法 利用激光方向性好这一特性形成的细光束扫描工件﹐测量工件的外径或厚度(图3 用扫描法测量工件的外径或厚度 )。 激光器发出的光束经準直透镜和迴转的透明四面棱体週期性地扫描工件外径﹐当扫描至工件边缘时﹐即被遮住。此时光电转换元件发出信号﹐电子计数器开始计算与四面棱体同轴安装的圆光栅副发生的莫尔条纹数﹐直至激光束扫描至工件另一边缘﹐光电转换元件发出计数终止信号为止。所得莫尔条纹总数经过当量转换后即得到被测外径值。也可利用其他方法﹐例如由音叉谐振產生激光束扫描运动和利用计时脉衝作为计数频率等。
激光器发出的光束经準直透镜和迴转的透明四面棱体週期性地扫描工件外径﹐当扫描至工件边缘时﹐即被遮住。此时光电转换元件发出信号﹐电子计数器开始计算与四面棱体同轴安装的圆光栅副发生的莫尔条纹数﹐直至激光束扫描至工件另一边缘﹐光电转换元件发出计数终止信号为止。所得莫尔条纹总数经过当量转换后即得到被测外径值。也可利用其他方法﹐例如由音叉谐振產生激光束扫描运动和利用计时脉衝作为计数频率等。
干涉法 利用光波干涉现象精密测长的方法。两束具有相同频率﹑相位和振动方向的光波S 1﹑S 2﹐经过不同的光程后在空间相交。当光程差等於波长整倍数时﹐波峰与波峰相遇叠加﹐光亮加强﹐出现亮的干涉条纹﹔当光程差等於半波长的奇倍数时﹐波峰与波谷相遇﹐光亮减弱﹐出现暗的干涉条纹。这种现象称为光波干涉现象(图1 光波干涉现象 )。
利用干涉法测量位移的原理(图2a 干涉法测量 )是﹕从光源发出的光﹐经分光镜分为两路。一路透过分光镜射向可动反射镜1 ﹐另一路由分光镜反射到固定反射镜2﹐并分别从1和2反射回来﹐经过分光镜叠加在接受屏上。每当1移动1/2波长时﹐接受屏上的干涉条纹就会出现一次由暗到亮或者由亮到暗的变化。计算这些明暗变化次数就可以计算出1 的移动量。利用这一原理测量位移的光学系统称为迈克耳逊干涉系统。激光干涉仪就是用这个系统来测长的。 此外﹐干涉法还可用於平面度测量和微量变形测量。后者是通过全息照相实现的(图2b 干涉法测量 )。
由激光器发出的光束经分光镜分为两路。一路经反射镜1反射后成为参考光束射向感光胶片﹐另一路经反射镜2反射后射向被测物﹐再由被测物反射后也射向感光胶片。此光束和参考光束在感光胶片上叠加后產生干涉图样。干涉图样的形状反映被测物反射光束与参考光束的相位差﹐从而反映被测物表面几何形状相互位置的关係。干涉图样的明暗对比程度反映被测物光的强弱(振幅的平方)。这样﹐被测物反射光波的全部信息就被记录下来。这种记录被测物光全部信息的胶片即称为全息照片。用激光照射全息照片﹐就能再现被测物光的立体图象。对被测物在不加载和加载变形条件下双重曝光全息照相后﹐可根据全息照片上的干涉图样计算出变形量﹐也可根据干涉条纹的异常变形分析出被测物的内部缺陷。 扫描法 利用激光方向性好这一特性形成的细光束扫描工件﹐测量工件的外径或厚度(图3 用扫描法测量工件的外径或厚度 )。
激光器发出的光束经準直透镜和迴转的透明四面棱体週期性地扫描工件外径﹐当扫描至工件边缘时﹐即被遮住。此时光电转换元件发出信号﹐电子计数器开始计算与四面棱体同轴安装的圆光栅副发生的莫尔条纹数﹐直至激光束扫描至工件另一边缘﹐光电转换元件发出计数终止信号为止。所得莫尔条纹总数经过当量转换后即得到被测外径值。也可利用其他方法﹐例如由音叉谐振產生激光束扫描运动和利用计时脉衝作为计数频率等。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条