1) powder metallurgy complicated and special dies

粉末冶金复杂异形模具
2) Powder metallurgy die
粉末冶金模具
1.
CAD-based intellectual parting technology for powder metallurgy die;
粉末冶金模具CAD智能分模技术
2.
The CAD graphics library including the parts library mold base library and material library for powder metallurgy die was stblished by utilizing UG redevelopment tools;Menu Script,UG/Open API,UIStyler,and MFC with SQL Server 2000 database.
本文综合运用了UG/Open Menu Script,UG/Open UIStyler和UG/Open PI等UG二次开发技术,并结合了SQL Server 2000数据库和可视化编程工具MFC完成了对粉末冶金模具CAD图形库系统中零件库、模架库、材料库三个主要模块的开发。
3.
Many common parts and common mold base parts are used while the designer are designing powder metallurgy die.
在进行粉末冶金模具设计时经常会用到大量的通用零件和通用模架。
3) powder metallurgy die CAD
粉末冶金模具CAD
1.
By the instruct of software engineering,the basic structure of powder metallurgy die CAD is studied and the function module of the CAD system are defined with IDEF0 method;lastly,powder metallurgy die CAD is successfully constructed based on the development theory of UG and the characteristic of powder metallurgy die.
粉末冶金模具CAD系统是一个复杂的系统工程,在软件工程学的指导下研究了粉末冶金模具CAD系统基本体系和利用IDEF0功能建模方法进行了系统功能模块的划分,最后基于UG的二次开发机制和粉末冶金模具的特点成功地开发了粉末冶金模具CAD系统。
4) Powder metallurgy sizing-die
粉末冶金精整工艺模具
5) powder metallurgy forming die
粉末冶金模
1.
Intellectualized generation module of key parts of powder metallurgy forming die in CAD software system was developed according to the characteristic of the die.
介绍基于Unigraphics NX的二次开发特征参数设计思想,针对粉末冶金模具的特点,开发了粉末冶金成型模具CAD软件系统中关键零件的智能化生成模块。
6) Powder Metallurgy Compacting Die for Withdrawing Process
粉末冶金拉下式成形模
1.
The Development of CAD System on the Powder Metallurgy Compacting Die for Withdrawing Process Based on SolidWorks;
基于SolidWorks的粉末冶金拉下式成形模CAD系统的开发
补充资料:粉末冶金模具中常用机构的设计
[摘要]介绍了粉末冶金模具设计中常用的几种机构形式与作用,简述了相关机构的应用与原理。
关键词 粉末冶金摸具 机构 抽芯 滑块斜楔
粉末冶金模具(简称粉冶模具)由于对装料比与压制坯件的结构及密度的均匀性等有所要求,因而除了模具的型腔设计外,在整体模具与模架的设计中,必然会使用到机械设计或模具设计中相关结构,它们与压机和模具成型件、连接件相结合,达到粉末冶金模具的成型要求。
1 粉冶模具中的抽芯机构
粉末冶金成型压机一般为立式压机结构,若将粉冶模具的压制方向称为轴向,则与之垂直的方向为径向,—般情况下粉冶模具压制的坯件常常只有轴向孔而不设计径向孔。这样,由于压制方向与抽芯方向在同一轴线上,只有方向相同或相反,所以轴向抽芯动作一般由压机和模架均能顺利完成,只需在型芯上成型轴向孔的部位设计适当的脱模斜度,就完全可以实现轴向孔的装粉、压制与脱模,这种常见的抽芯机构方式如图1所示。
关键词 粉末冶金摸具 机构 抽芯 滑块斜楔
粉末冶金模具(简称粉冶模具)由于对装料比与压制坯件的结构及密度的均匀性等有所要求,因而除了模具的型腔设计外,在整体模具与模架的设计中,必然会使用到机械设计或模具设计中相关结构,它们与压机和模具成型件、连接件相结合,达到粉末冶金模具的成型要求。
1 粉冶模具中的抽芯机构
粉末冶金成型压机一般为立式压机结构,若将粉冶模具的压制方向称为轴向,则与之垂直的方向为径向,—般情况下粉冶模具压制的坯件常常只有轴向孔而不设计径向孔。这样,由于压制方向与抽芯方向在同一轴线上,只有方向相同或相反,所以轴向抽芯动作一般由压机和模架均能顺利完成,只需在型芯上成型轴向孔的部位设计适当的脱模斜度,就完全可以实现轴向孔的装粉、压制与脱模,这种常见的抽芯机构方式如图1所示。
1模柄 2上托板 3 13 19内六方螺钉 4上凸模 5上垫板 6上模固定板 7料盘 8凹模 9料盘螺钉 10凹模套 11沉头螺钉 12凹模压板 14导柱 15下凸模 16型芯 17下模压板 18下垫板 20导套 21底座 22装料调整螺柱 23锁紧螺母 24型芯压板 25连接螺钉 26型芯垫板 27下托板 28垫圏 29螺母
在图1所示结构中,型芯16与型腔(凹模)8通过导杆14及凹模套10、底座21、下托板27连接成一体,通过下缸动作,就能顺利完成抽芯。这种拉下式的抽芯脱模结构形式,虽没有摩擦芯杆的成型优势,但对结构简单的环型类产品,还是比较实用可靠。
2 滑块斜楔机构
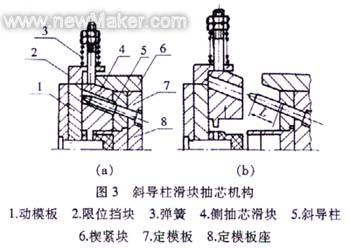
粉冶模具中的滑块斜楔机构类似于注射模和压铸模的侧向分型与抽芯机构,只是两者的作用不同,前者是为了解决粉冶产品密度的一致性和沿轴向的不等高尺寸而在装粉时采用的仿形装粉法,此时滑块处于闭合状态如图2a所示,在完成压制时形成坯件高度的各相应尺寸如图2b所示,需要脱模时,斜楔将轴向移动通过斜面产生径向移动打开滑块,相关仿形的部分产生轴向移动而脱模,如图2c所示。后者是相当于塑件或压铸件带有侧凹槽或侧向孔(即径向孔)时,模具就必须带有侧向分型抽芯机构,如图3所示,这种结构的作用在于开模推出塑(铸)件之前,必须先把成型塑(铸)件侧向凹槽的模块或侧(径)向孔的型芯从塑(铸)件上脱开或抽出,然后塑(铸)件才能沿轴向(即注塑或压铸方向)完成脱模。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条