1) automatic mold-adjustment

自动调模
1.
The realization of automatic mold-adjustment based on PLC control in injection machine;
基于PLC控制的注塑机自动调模的实现
2) feature model adjustment
特征模型自动调整
3) automatic analog regulation system
模拟量自动调节系统
4) dies,thickness automatically adjustable
自动调节厚度模头
5) automatic regulation
自动调节
1.
Study on modification of control strategy of boiler feedwater automatic regulation system in Shajiao C Power Station;
沙角C电厂锅炉给水自动调节系统控制策略改造研究
2.
Analysis on the automatic regulation and protection for the condensing and evaporative press of refrigeration equipment;
制冷装置的冷凝压力和蒸发压力的自动调节与自动保护分析
3.
Disturbance test and analysis of automatic regulation system of 50 MW boiler;
50MW锅炉给水自动调节系统的扰动试验与分析
6) automatic height-adjustment
自动调高
1.
The model of the genetic algorithm for identifying the object is introduced into the automatic height-adjustment foreseeing and controlling system of coal-cutter's cylinder.
在采煤机滚筒的自动调高预见控制系统中,引入遗传算法辨识对象的模型,并根据采煤机各种传感器信息融合结果不断修正煤岩分界的曲线即记忆轨迹,使预见控制在采煤机这个具有时变性和非线性的系统中得到很好应用。
补充资料:自动分离流道凝料的注射模
利用模具(图3—85)注塑成型,创造矩形截面的简类制品,模具的结构保证在开模时自动从制品上切断流道凝料,而且在从凸模上卸下较深的薄壁制品时不会使制品产生残余变形和损伤。
制品的外表面由瓣模l成型,瓣模由弯销3闭合,弯销固定在定模上。分流道通过凸模(型芯)上的浇口槽从制品的内表面供料。
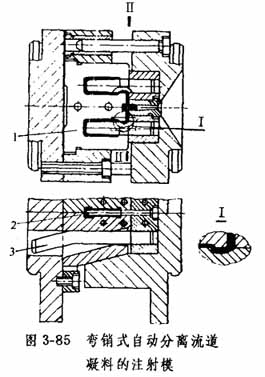
当沿B—B平面开模时凝料从主流道衬套中抽出。凸模从制品中抽出时自动切断凝料。制品在挠口切断的部位上得到光洁的表面,用肉眼几乎看不出绕口痕迹。当模具继续开模时弯销3作用在瓣模l上,将瓣模分开并使制品脱落。 图3—86的模具用来注塑成型罩类制品,模具的结构保证从制品上自动切断浇口和从凸模(型芯)上卸下制品。当沿I—I平面开模时流道凝料从制品上撕下,然从主流道衬套1中抽出并从拉料板2的凹槽中脱出。凝料抛落,沿B—B乎面开模,中心推杆4碰到注射机顶杆后停止运动,推件板3将制品从型芯上脱下。该结构能将较小的流线型外形的零件在其底都以点图3—87所示的模具[(a)——开模初期;(b)——闭模位置],用来制造中心部有孔的制品。模具的结构保证在开模过程中,使主流道衬套中的凝料从制品上自动切断。
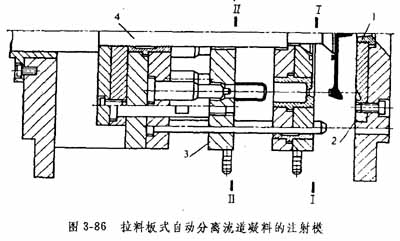

当沿平面I—I开模时模板10与销12脱离接触,摇杆13在弹簧6的作用下转动,套8沿模具的纵向轴线移动并用刃部从制品上将浇口切断。当继续开模时连杆15碰到注射机顶杆,推出机构停住,推杆2将制品推出。然后,中心推杆3将凝料推出。闭模时套8在销12的作用下复位,推出机构由复值杆复位,中心推杆由弹簧11复位。
该结构的特点是,主流道衬套由两部分组成:固定在定模板9上的是不活动的套7;安装在模板10上的是活动套陀处在弹簧6的压力作用下。通过摇杆l 3、套4和5使活动的主流道衬套8在工作位置(闭模位置)定位。当销12运动时摇杆13相对于支柱l4转动。
制品的外表面由瓣模l成型,瓣模由弯销3闭合,弯销固定在定模上。分流道通过凸模(型芯)上的浇口槽从制品的内表面供料。
当沿B—B平面开模时凝料从主流道衬套中抽出。凸模从制品中抽出时自动切断凝料。制品在挠口切断的部位上得到光洁的表面,用肉眼几乎看不出绕口痕迹。当模具继续开模时弯销3作用在瓣模l上,将瓣模分开并使制品脱落。 图3—86的模具用来注塑成型罩类制品,模具的结构保证从制品上自动切断浇口和从凸模(型芯)上卸下制品。当沿I—I平面开模时流道凝料从制品上撕下,然从主流道衬套1中抽出并从拉料板2的凹槽中脱出。凝料抛落,沿B—B乎面开模,中心推杆4碰到注射机顶杆后停止运动,推件板3将制品从型芯上脱下。该结构能将较小的流线型外形的零件在其底都以点图3—87所示的模具[(a)——开模初期;(b)——闭模位置],用来制造中心部有孔的制品。模具的结构保证在开模过程中,使主流道衬套中的凝料从制品上自动切断。
当沿平面I—I开模时模板10与销12脱离接触,摇杆13在弹簧6的作用下转动,套8沿模具的纵向轴线移动并用刃部从制品上将浇口切断。当继续开模时连杆15碰到注射机顶杆,推出机构停住,推杆2将制品推出。然后,中心推杆3将凝料推出。闭模时套8在销12的作用下复位,推出机构由复值杆复位,中心推杆由弹簧11复位。
该结构的特点是,主流道衬套由两部分组成:固定在定模板9上的是不活动的套7;安装在模板10上的是活动套陀处在弹簧6的压力作用下。通过摇杆l 3、套4和5使活动的主流道衬套8在工作位置(闭模位置)定位。当销12运动时摇杆13相对于支柱l4转动。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条