1) Complex metal Charge

复合金属料
2) matrix composite
复合金属材料
3) metal matrix composites
金属基复合材料
1.
Calculation and prediction of critical elastic modulus of short fiber-reinforced metal matrix composites;
短纤维增强金属基复合材料弹性模量临界值计算预测
2.
Research and development on the fabrication process of metal matrix composites;
金属基复合材料制备工艺的研究进展
3.
Influence of SiC_P content and inhibitor on the corrosion behavior of SiC_P/Al metal matrix composites;
SiC_P含量及缓蚀剂对SiC_P/Al金属基复合材料腐蚀行为的影响
4) metal-matrix composites
金属基复合材料
1.
By explosive powder compaction technics,the WC/Al_2O_3/Cu particle reinforced metal-matrix composites produced are studied,and the effects of process parameters on density of compacts are analyzed.
研究了复合材料的微观组织和致密度、韧性和硬度等性能,爆炸粉末烧结法可以成功制出WC/Al2O3/Cu多种颗粒增强金属基复合材料。
2.
The influence of particle size on the dynamic behavior of particle-reinforced metal-matrix composites was investigated through the finite element method under different strain rates.
利用有限元模型分析了颗粒增强型金属基复合材料(PMMCs)Al/SiC的颗粒尺寸对复合材料在不同应变率下的动态特性的影响。
3.
Study on technology of metal-matrix composites reinforced by particulate,fabricating preform by utilizing pore-forming materials.
对颗粒增强金属基复合材料(PRMMCS)的预制件制备工艺进行了研究,以添加多种造孔剂工艺制备预制件,通过性能测试分析了各种造孔剂对预制件性能的影响,综合比较了各组造孔剂的制备性能,结果表明:以活性炭和甘蔗渣组合作为造孔剂制备的预制件孔隙状况较好、综合性能较优。
5) metal matrix composite
金属复合材料
1.
Basic production methods of metal matrix composites are reviewed.
概述了金属基复合材料的主要制造方法,介绍了笔者所研制的几种金属复合材料及生产过程。
6) metal matrix composite
金属基复合材料
1.
Progress in Hybrid Reinforced Cast Metal Matrix Composite;
铸造混杂增强金属基复合材料研究进展
2.
Fabrication Processes and Control of Interfacial Reaction of Particulate Reinforced Metal Matrix Composites;
颗粒增强金属基复合材料的制备技术和界面反应与控制
3.
Carbon nanotube reinforced metal matrix composites fabricated by in-situ chemical vapor deposition
原位化学气相沉积法制备碳纳米管增强金属基复合材料
补充资料:封盖落料-拉伸-切边-成形复合模
兰州电机有限责任公司(甘肃兰州 790050) 杨思明
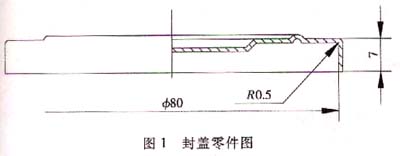
[摘要]分析了封盖零件的成形工艺特点,介绍了此类零件复合冲压模的结构设计。
关键词 封盖 复合模 落料 拉伸
1 零件分析
图1所示为空气滤清器的封盖,生产批量大,材料为08F,料厚0.35mm,外圆直径个80mm,拉伸高度7mm,成形后口部要求无飞边。该零件是一种典型浅盖零件,该封盖原加工工艺为落料--拉伸--压延,造成口部拉伸后有飞边,需人工清除,费力费时。
2 冲压工艺分析

经以上计算,可一次拉伸成形,凸凹模环形壁厚强度完全可以满足要求,采用一次成形工艺为:落料--拉伸--切边--成形。
3 模具结构设计与设计要点
3.1 模具结构及其工作过程
复合棋结构如图3所示。将条料送至凹摸15上,凸凹模12下行,卸料板13压紧条料,凸凹模12与凹模15进行落料,凸凹模12继续下行,落下的圆坏料与已有压边力的压料圈5接触,拉伸凸模6与凸凹模12进行拉伸成形,凸凹模12继续下行,凸模4外圆与凸凹模12内切边模进行切边。凸凹模12再下行,拉伸凸模6与打料板7端面接触,进行压延成形。凸凹模12上行,打料板7在冲床作用下打下成品一次成形结束。
1弹簧 2顶杆 3下模座 4凸模 5压料圈 6拉伸凸模 7打料板 8卸料杆 9上模柄 10打件杆 11上模固定板 12凸凹模 13卸料板 14固定螺栓 15凹模 16下模固定板
3.2 设计要点
(1)落料凹模15内孔D尺寸计算时取最小值,在拉伸过程中试模修配拉伸凸模6圆角半径来确定切飞边量。
(2)拉伸凸模6与凸模4需设计成二个单独体,便于凸模4刃口刃磨,凸模4中心孔设计成螺纹孔便于起模。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条