1) electroslag welding joint

电渣焊接头
1.
The fracture mechanics experiments of Q235 electroslag welding joint with different technological procedure (anneal and normalize) were done in this paper.
本文对退火及正火(亚临界正火)两种工艺下的Q235钢板电渣焊接头进行断裂力学实验研究,分别对焊接接头的三个区域(焊缝、熔合区、热影响区)及母材的疲劳裂纹扩展速率、冲击韧性、断裂韧性进行测试。
2) electro-slag welding
电渣焊接
3) pulsation welding
接触<电阻>电渣焊
4) electricity pressure weld
电渣压力焊接
1.
Design all adoptions HRB400 reinforcing bar(x-rated steel),under construction adoption roll-press thread connect,electricity pressure weld,flashlight weld,electricity weld takes to connect with colligation takes to connect various conjunctions method.
设计全部采用HRB400钢筋(三级钢),施工采用滚压直螺纹连接、电渣压力焊接、闪光对焊接、电弧焊搭接与绑扎搭接多种连接方法。
5) submerged slag pool welding
埋弧电渣焊接
6) welding slag
焊接熔渣
1.
Correlation between welding slag and usability quality of stainless steel electrode;
不锈钢焊条焊接熔渣及与焊条工艺质量的关系
补充资料:焊接:电渣焊
利用电流通过焊剂的熔渣所產生的电阻热熔化工件材料(母材)和填充金属的焊接方法。熔渣还对熔池起保护和净化的作用。电渣焊一般是垂直向上施焊。填充金属有单焊丝﹑多焊丝﹑焊丝加熔嘴(见图 电渣焊示意图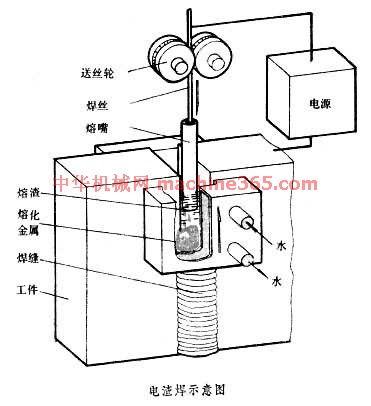 )和金属板等形式。焊丝连续送进。电渣焊适於焊接20毫米以上厚大截面的工件。它主要用於焊接厚壁压力容器﹑大型铸-焊结构﹑锻-焊结构或厚板拼焊﹐还可用於堆焊轧辊﹑高炉料鐘等大型工件。电渣焊可焊接低碳钢﹑低合金钢﹑中碳钢﹑某些不锈钢和纯铝等。电渣焊生產效率高﹐焊缝金属缺陷少﹐劳动卫生条件好﹐是重型机械製造中重要的焊接方法之一。它的缺点是输入的热量大﹐接头在高温下停留时间长﹑焊缝附近容易过热﹐焊缝金属呈粗大结晶的铸态组织﹐衝击韧性低﹐焊件在焊后一般需要进行正火和回火热处理。(见彩图 电渣焊
)和金属板等形式。焊丝连续送进。电渣焊适於焊接20毫米以上厚大截面的工件。它主要用於焊接厚壁压力容器﹑大型铸-焊结构﹑锻-焊结构或厚板拼焊﹐还可用於堆焊轧辊﹑高炉料鐘等大型工件。电渣焊可焊接低碳钢﹑低合金钢﹑中碳钢﹑某些不锈钢和纯铝等。电渣焊生產效率高﹐焊缝金属缺陷少﹐劳动卫生条件好﹐是重型机械製造中重要的焊接方法之一。它的缺点是输入的热量大﹐接头在高温下停留时间长﹑焊缝附近容易过热﹐焊缝金属呈粗大结晶的铸态组织﹐衝击韧性低﹐焊件在焊后一般需要进行正火和回火热处理。(见彩图 电渣焊 )
)
)和金属板等形式。焊丝连续送进。电渣焊适於焊接20毫米以上厚大截面的工件。它主要用於焊接厚壁压力容器﹑大型铸-焊结构﹑锻-焊结构或厚板拼焊﹐还可用於堆焊轧辊﹑高炉料鐘等大型工件。电渣焊可焊接低碳钢﹑低合金钢﹑中碳钢﹑某些不锈钢和纯铝等。电渣焊生產效率高﹐焊缝金属缺陷少﹐劳动卫生条件好﹐是重型机械製造中重要的焊接方法之一。它的缺点是输入的热量大﹐接头在高温下停留时间长﹑焊缝附近容易过热﹐焊缝金属呈粗大结晶的铸态组织﹐衝击韧性低﹐焊件在焊后一般需要进行正火和回火热处理。(见彩图 电渣焊 )
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条