1) pressing and piercing die

压形切口模
1.
And the structure of the pressing and piercing die for the decoration part was mainly introduced.
分析了车厢内装饰件的冲压工艺 ,着重介绍了车厢内装饰件压形切口模的结构。
2) forming by notching
切口成形
3) Z-shaped skin flap
Z形切口
4) Shuttle shape cut
梭形切口
1.
Shuttle shape cut diversity skill style cures an anus and rectum once and for all Vicinity abscess clinical observation;
梭形切口不同术式根治肛门直肠周围脓肿的临床观察
5) M-incision
M形切口
1.
M-incision extraction of cataract combined with intraocular lens implantation and trabeculectomy;
M形切口白内障摘除联合小梁切除术治疗青光眼合并白内障的疗效观察
6) bridge-shape cut
桥形切口
1.
Analyzing the deformation reason of the plated surface after pressing the bridge-shape cut, and introducing the methods for eliminating the stress of spring back and preventing the plated surface deforming of die structure.
分析了冲制桥形切口后工件板面发生变形的原因,介绍了能消除弹复应力、防止板面变形的模具结构。
补充资料:燃料混合管压形缩管模
陕西科技大学(陕西咸阳 712081) 刘俊生 周明贵 张喜涛
[摘要] 介绍了一种在机械压力机上实现较长尺寸缩管工件的成形模结构。
关键词 闭合高度 缩管 脱模
1 引言
管材的缩管是常见的成形工艺,常用3种方法:1在缩管旋转机上进行;2在车床上旋压缩口,滚压加工;3用模具在压力机上进行。具体使用哪种方法,视工件要求而定。针对图1所示零件,采用压力机成形工艺比较合适。

根据零件尺寸,材料及计算结果,若在螺旋压力机或液压机上成形,由于工件成形所需压力很小,不能充分利用设备功率,且生产效率较低。故而选用机械压力机成形,模具设计中应重点解决由于工件缩管长度较长而引起的脱模困难,同时又要兼顾模具的闭合高度(在成形很小的情况下,模具闭合高度成为选用机床的主要因素)。
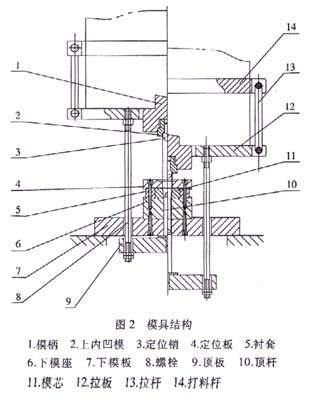
2 模具结构
模具结构如图2所示。上内凹模2直接装在模柄上,夹持于滑块中,利用滑块中的打杆槽,装有上拉料黠构,上拉料结构由打料杆14,拉杆13,拉板12,螺栓8,顶杆10组成。下模板固定于工作台面,顶板9位于台面漏料孔中。其特点是:
(1)利用冲床,滑块在缩门成形工序完成后拉动打料杆14,使与之连成一体顶杆10向上抬起,解决了由于工件缩口长度较长而引起的脱模困难。
(2)顶板9置于工作台漏料孔中,即有效利用机床闭合高度,又减少于模具体积。
3 工作过程
冲床滑块上升至上死点时,穿在滑块上的打料杆14带动上拉料组件以至最高点。放管材于定位板4的定位孔中。滑块下行,定位销3导正管材上端进入上凹模2定位孔中后,滑块施轴向力于管材端面.通过模芯11进行缩口,最后通过定位板4与上内凹模进行凸台压形,模芯11和上凹模2材料选用W18Cr4v,热处理硬度61—63HRC。同时,上拉料组件也随滑块一起下降之下死点,压形,缩口完成后,随着滑块一起上升的上拉料组件中的顶杆10抬起工件,取出工件。
4 效果
该模具装于400kN偏心冲床(闭合高度300mm,工作台孔直径∮200mm)上,经过近十万件产品的生产,模具基本完好,满足了生产的要求。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条